



https://2ch.hk/ra/res/550421.html (
➡️ Филиал в /diy/: https://2ch.hk/diy/res/635156.html (
-Продолжаем печатать себе зубы, сердца и легкие.
-Продолжаем проектировать принципиально новые нескучные принтеры с помпонами и драконами на направляющих.
-Продолжаем печатать на заказ по цене пластика, моделируя по фото за бесплатно.
-Пишем свои слайсеры, препроцессоры для слайсеров, постпроцессоры и ремешим toolpaths в 200 метровые obj для CFD анализа
-Покупаем готовые 3D-принты у китайцев, печатающих на заказ.
-Работаем на ферме Ашота, который купил десяток дерьмовых принтеров и теперь монополизирует местный рынок.
-Открываем свои фермы печати и монополизируем рынок дилдаков, спортинвентаря, спорт-сексинвентаря и ювелирки в своем мухосранске.
-Пытаемся спроектировать свой SLS/SLM принтер из говна и лазерных указок
Модели для печати брать тут:
https://www.thingiverse.com/
https://www.printables.com/
https://www.yeggi.com/
Не совсем для печати, но тоже много полезностей:
https://grabcad.com/library
Советую следующие каналы Youtube к просмотру:
3д печать ради 3д печати:
https://www.youtube.com/@ivanmirandawastaken
https://www.youtube.com/@CNCKitchen
https://www.youtube.com/@MadeWithLayers
https://www.youtube.com/@TeachingTech
Любой принтер + коробка вокруг. На али уже лет 5 целый раздел под это есть.
Впрочем местные утверждают что они даже на открытых аникубиках ABS печатают без проблем. Чему я не особо верю.
Взял только сегодня 4 кило. Свежий, новый, высушенный, поставил 2 катушки в два своих принтера. Хочу распечатать 2 Йобы с базой 30*30см. Как же я заебся. Отклеивается от стола, каприхзничает, кукожится, трескается.
Рил поделитесь опытом. Всякими PETG печатаю проблем в жизни не испытывал. Это же говно будто специально проклято.
Если что у меня Flying bear reborn 2.
В прошлом треде написали что если нет принтера за полтора миллиона - можешь даже не мечтать печатать.
В прошлом треде написали про активную термокамеру, либо делай сам либо раскошеливайся, клоун.
>Половина треда печатает ABS на открытых дрыгостолах
>Вторая купила CoreXY обшитые акрилом
>200 сообщений от ебича который купил фотобокс на алике, буквально из ткани
>Все печатают нормельно
@
>Один единственный анон
>если нет принтера за полтора миллиона - можешь даже не мечтать печатать.
>параметры печати
Стол 105-110
Сопло 260
>слайсер
Orca
>принтеры
FlyingBear Reborn 2
Creality Ender 3 V3 plus (не путать с мелким) С камерой, уже с керамическим соплом.
Столы на медведе дефолтный, на Creality PEI лист.
Керамическое сопло - топ, отличный выбор. Я читан где-то что у Креалити без него вообще ABS не пашет.
>Стол 105-110
Пробуй 120 греть. Я так понял что у тебя с адгезией основная проблема?
>Orca
Там для ABS максимум плохие пресеты. Измени откат до 0,5. Скорость понизь в 2 раза на первый слой. отруби нафег вентилятор.
Металлом конечно, ты тупой? Заебись все будет, и усадок нет и прочность неебическая. Покупай принтер SLM для печати металлом и вперед!
>Минимальный размер трущейся детали 6мм
Очевидно только штамповка. какой SLA? Ты с дуба рухнул чтоли? У них прочность как у хлебного мякиша.
Это не ты сейчас нес хуету про то, что у тебя АБС не получается печатать? По тупости этот пост очень похож на твои высеры. У тебя перечислены способы печати, а материалы. На одном и том же принтере можно напечатать как деталь подходящую для нагруженного трения так и нет, зависит от материала. Ты же блядь тупой! Ты понимаешь, что ты тупой?
Вряд ли это я, я не нестолько дебил, чтоб заниматься этой хуйней дома, заказываю у печатателей онлайн.
>зависит от материала
>ты тупой
Я думаю что тупой все-таки ты, потому что я как раз понимаю, что качество детали зависит от материала, поэтому спрашиваю у вас здесь, экспертов, собаку съевших в 3д печати, что к чему.
То есть, ещё раз, разжую, как выглядит твой ответ на мой вопрос.
Вопрос:
Какой выбрать материал и способ печати из доступных на изображении для моей ситуации.
Ответ:
Ты дебил, качество печати зависит от материала.
Охуенно помог анон, спасибо!
Это не ты сейчас нёс хуету про то, что у тебя принтер должен быть за 1500 000к рублей?
А как же тогда печатают вообще, и что? Печатают дохуя, а потом не дышат на это, на полочку ставят?
Да это местный маркетолог с бамбулаба. Не обращай внимания. У него и принтера нет. Просто срёт итт.
 33 Кб, 1190x269
33 Кб, 1190x269>Какой выбрать материал
Тупой, покажи где у тебя в посте вопрос про материал? Давай, напрягись!
Я открыл крафтклауд, там сочетаний жопой жуй, нейлоны там всякие, че хочешь. Вообще непонятно, как в этом ориентироваться
Ну если конкретно мегапрочное - то нейлоном, с болью в анусе, заменяя половину принтера, печатающую часть и обычно тратя примерно 90% катушки на одну деталь 5*5 см. Материал мегакапризный, и прочный только если рак на горе свиснет, если производитель хороший, если партия не говно, если куплено не более полугода назад и Марс в Венере и звёзды сошлись. Обычно все забивают и берут композит попроще и просто мирятся с тем что "Данная шестерня из петг, но зато я её напечатал сразу, если что через год снова напечатаю".
Нейлон в связке с машинной смазкой - так себе идея.
Просто смирись с тем что ты долбоёб который не умеет вопросы нормально читать. Тебе второй человек пишет что ты отвечаешь не на вопрос, а на голоса в голове.
>заменяя половину принтера
Ок в принципе пока прототип из нейлона заказал, а принтер пусть онлайн дядя настраивает.. это я вообще не для DIY интересуюсь, потанцевально производство надо будет замутить... но там уже если до этого дойдет, надо наверное будет редизайнить все под промышленные реалии, чтоб ещё и по цене нормально было
Да, нейлон, метал, пластик - это материалы. Что не так?
Это классы материалов который используется при указанной технологии печати, тупой - смола, нейлон, пластик. Смола разная по свойствам, пластик разный по свойствам, даже нейлон различается по свойствам и бывает нейлон большей гибкости для MJF.
Ты настолько тупой, что даже не понимаешь сути того о чем пиздишь, запостил технологии печати, думая, что это список материалов. Клоун блядь.
Если мутить производство именно на печати, я таки рекомендовал бы разобраться. Печать нейлоном - это сложновато. Там рил надо принтера чуть и не под себя собирать. И расход деталей повышенный. Сопла стачиваются будто наждачкой.
Хуя ты самовзорвался. Нейлон ему не указан в какой гибкости подвавать. Иди пукан туши долбоёб. Или там посоветуй на автофоруме ферарри купить вместо КИА.
Не рвись, тупой, ты такой есть и таким и останешься. Я думаю, ты уже привык, что за тупость тебя попускают практически везде.
Ахахаха, полуумный двачер, с нулевым пониманием темы рассуждает о собственном производстве. Чет взлольнул. Для бизнеса нужен мозг и адекватность, что у тебя отсутствует как класс, все что у тебя получится это онанировать на собственные фантазии, не больше.
Производство будет аутсорс полюбасу, так что тут вопрос только в рентабельности. А кейс у меня не то что бы аналоговнетный, ядумаю подобного рода задачи уже решались тыщу раз, вопрос только найти где. А так пока интересуюсь чтоб прототип сделать более-менее приличный.
>с нулевым пониманием темы рассуждает о собственном производстве.
>Сам понимает тему "БЛЯ ЧЁ ТО СЛОМАЛОСЬ Я НОВЫЙ ПРИНТЕР КУПЛЮ!!1111"
Ебать дебил
Тогда рекомендовал бы селективное лазерное плавление, оно же SLM, там более менее всё прочно. твои 6mm во всяком случае потянет (на всякий закажи пробную партию).
Сейчас оно настолько хорошо заходит что в Америках пару лет как этим неиронично печатают глушители в промышленных масштабах!
Хотя лет 10 как этим на формуле 1 прототипы печатают, но только недавно это стало стоить не миллионы долларов.
Удачи тебе с твоими производствами.
>FlyingBear
Удивлён что они не развалились. В последний раз когда я проверял, у них были самые херовые принтеры на рынке. А воблинг реборна был настолько легендарным что на западе целый ютюбер год потратил чтобы его устранить! Перебрав весь принтер. И только заменив шаговые двигатели смог наконец пофиксить. Эти дебилы даже шаговые использовали говнокачества.
Аноны не удивляйтесь что у вас всё херово с печатью, если ваш принтер от конторы пидарасов.
Независит. Для всего что имеет стол 20см, есть мелкие боксы с ценником 2-3к.
30см стол тоже самое, но ценник 5к.
Даже мой блядский тронкси со столом 40 сантиметров находит бокс для термокамеры.
Не для всего - это уже блядомонстры которые занимают пол комнаты. И то я просто не искал такие боксы для них. Вангую там что что да найдётся.
От геометрии модели и размеров зависит. Если коробки тонкостенные с острыми углами печатаешь, то пассивная камера никак не поможет, а если углы скруглить, то и на открытой дрыге можно напечатать.
А ты сам печатал коробки по 30см на пассивной камере? Что-то я сомневаюсь что это впринципе возможно.
Так ты же сам писал выше, что у тебя все заебись будет в пассивке и нужно просто поиграться с параметрами и что температуру она у тебя держит и прочее. С головой не дружишь, шиз?
Так сам то ты печатал такое? 30см, выглядит монструозно для ABS, я бы просто рекомендовал PETG купить.
Это не я хочу печатать 30х30, у меня нет принтера 30х30, у меня 24х24 принтер с активной термокамерой, АБС печатается отлично любого размера в размерах моего стола.

А есть какая-то принципиальная разница между 24х24 и 30х30? Ну давай, расскажи мне с математическими выкладками в чем разница.
 121 Кб, 870x661
121 Кб, 870x661Есть в этой хуйне какой-то современный стандарт индустрии?
 25,1 Мб, mp4,
25,1 Мб, mp4,720x1280, 0:52
На холодную его не оторвать.




Спасибо за совет. Апдейт с ситуацией по коврику, если кто то ещё столкнётся. Сразу написал в саппорт чиди, мне ответили и предложили отправить мне новый магнит. Видел в паре чатиков то что я не один с такой проблемой столкнулся, и именно на недавно купленных принтерах, видимо китайские братья сменили 3Мовский 250 скотч на какой то дженерик адгезив и он при высоких температурах теряет свои свойства.
В качестве вариантов для решения нашел несколько, собственно 3м 250mp скотч (только на алике нашел), отечественный каптоновый двухсторонний скотч, и силиконовый герметик клей как мне предложил анон ну и конечно новый магнит. По цене самый доступный вариант это скотч с алика, но там ещё целый геморрой отдирать старый скотч от ковра.
Как временное решение мне помогло - прогрел стол до 120, укатал его от центра к краям, особенно тщательно катал его по краям. Пока что не отрывает после 5-6 часов печати абс.
Как совет на свежекупленных принтерах сразу прокатывать ковры на горячую чтобы убрать пузыри и прижать адгезив.
ЗЫ после прокатки погрешность стола уменьшилась до 1,5 сотки.


Укатывал тем что под руку попалось, металлическая лопатка гладкой полированной стороной, тут главное не повредить магнит так как он довольно хрупкий. В идеале конечно ролик для укатки шумки или типа того. Тут главное чтоб материал ролика выдерживал 120 градусов
Видимо, от тепловых деформаций его пучит.
>Что лучше сделать?
Канцелярской прищепкой поджать, например.
Его не просто пучит, он отклеивается, на холодном столе держится не оторвешь.
И прищепками есть смысл прижимать нечто твердое, а не гибкую подложку, прижмешь в одном выгнется в другом.


В одной только куче скриптов бы разобраться. Пока что нужно ждать буквально полчаса пока он прогреется и сделает все калибровки и то не всегда с первого раза.
Недавно кончилась лицензия трехлетняя, продлил притворившись казахом и перешёл на инвентор 2025, минимум боли, сойдёт. Когда твои файлы у соевых членодевок, не определившихся с полом, при этом считающих кого-то из ебеней лучше, чем кто-то из других ебеней это полное говно и хуйня. Пусть ебут себя в очко анальным спидом там, альтернативы есть
>инвентор 2025
Симуляцию механики в нем можно делать? Вообще какие нибудь простые решения с симуляцией шестеренок и механизмов есть?
Я до этого ещё не дошёл. Есть сборки, типы соединений, зависимости, как во фьюжене. Помню что во фьюжене не было симулиции зацепа шестерен, надо было подгонять параметры вращения ручками, вряд ли в инвенторе чето изменили, скорее это запилят во фьюжен
Да. Какой то первый попавшийся именно для компа. Регион в винде поставил кз, время тоже, потом в своей учетке выбрал обновить лицензию, страну выбрал кз, и нагуглил индекс оттуда. Скачал установщик, установил, посмотрел что всё работает, закрыл прогу, вернул всё как было на компе, и нормально.
 240 Кб, mp4,
240 Кб, mp4,168x224, 0:08
Пробовал бомжатским суперклеем Alteco 110 - хуита, отклеивается вообще на изи, дерьмо а не клей!
Через goodbyeDPI!
Ппздец кароче - решил ради любопытства попробовать попечатать на дешовом ПЕТГе с вб, за 600р, Некрасовский полимеръ.
1. Как я не пердолил стол, к нему нихуя не липнет без клея.
2. На выходе какая то хуйня, щели на стенках, всё какое-то корявое получилось.
3. Еле как блять оно вообще запечатало на 245 градусах нахуй, на коробке указано 230-245, но на 230 оно полутвердое, нихуя не прилипает.
На стенках щели, спма модель вроде по щелям не расслаивается.
У меня остается только идея уменьшить скорость, хотя там где щели на внешних периметрах, там скорость печати и так стоит 30мм, куда уж меньше то?
Накручивай 250+ и скорости 40-50. Видимо параша уровня лидер3д попалась.
Можешь прям по ходу печати по 2-3 градуса накидывать
Сработало!
Дошел до 255 градусов нахуй, и оно запечатало как надо! Всё ровненько напечатало, без косяков!
Честно я очень удивлён я в ахуе такому температурному диапазону, после китайских ПЕТГОВ которые на 230 текут как вода.
Хотя с другой стороны, у такого ПЕТГА считай свои плюсы - он способен выдерживать более высокие температуры.
У него есть пластикофф, он получше. Некрасовский полимер любит завышенную температуру, и хуевый, чего производитель особо и не скрывает.
Я с него перекатился на мако, но когда они начали толкать говно, которое сопла забивает, я перешёл на НИТ. он вот нормальный достаточно
Спасибо, у меня так то есть пластики из китая, просто 1 катушку ради любопытства брал.Этот,невский полимер разбирают как горячие пирожки, его еще хуй ккпишь, только ввложат - его сразу раскупают моментально.
А Пластикоф я глянул там какие то флюорисцентные лгбт цвета.
>флюорисцентные лгбт цвета
а существует ли люминесцентный пластик? чтобы фонариком посветил, и он какое-то время отдавал свет?
Пла точно есть т.к. катушка на руках от еревана
> Честно я очень удивлён я в ахуе такому температурному диапазону, после китайских ПЕТГОВ которые на 230 текут как вода.
А кто вам сказал, Дринкинс, что это американский сериал ПЭТГ? Бывают варианты где на гликоль в пластике пожмотились (ну или просто качество такое) и температура плавления у него почти такая же как и чистого лавсана, без Г.
Ну не надо тут, задачи для этих дрыг есть до сих пор. Тпу печатать например. Если мне надо было ещё один принтер здесь и сейчас, купил бы на авито закорчеванный эндер. Ещё раз
Ну и дрочись со своим клеем как наркоман
Так у меня другого нет, я купил его на озоне тыщ за 12 где-то, и он не оказался вонючим говном, как любят его описывать в интернете. А на чем в 2025 надо печатать?
Бамбулаб карбон с АМС, стоит в три раза меньше чем хорошая видеокарта, я считаю, что предложение огонь.
Ну или если денег столько нет, то Qudi Q1 Pro. Китайская, анально не огороженная, очень хорошая копия Бамбулаба.
Пива тоже не было
Читал юзеры сами красители мешают в смолу, подробностей не знаю
Я печатал для себя на мелком китайском принтере, ложил под него томик Батлерианского джихада в мягком переплёте, хватало норм.
Сейчас вот купил Эндер 3 про. Что под него можно придумать? Столешница из дуба стоит как четыре Эндера
Т.е. Эндер стоит 2.5 тысяч рублей?
Переехать на клиппер оказалось проще чем обновить марлин.
Конфиг в ини/ямле/жсоне/... можно было сделать и для кофеварок.
Редактирование исходников это какой-то пиздец. Как и следствие из этого – гора одноразовых форков от каждого ютубера.
Нельзя. За счёт конфига as code на этапе компиляции отрезаются куски функционала вместе с байткодом
А может тогда нужно не жсон/ямл перегонять в директивы препроцессору а сделать нормальный menuconfig?
В любом случае марлин сейчас не нужен, а раньше он использовался в виде собрал один раз и пока плата не сдохнет не трогаешь
>Что под него можно придумать? Столешница из дуба стоит как четыре Эндера
Сейчас планирую собрать тумбочку для своего 3д принтера. Щиты из ДСП продаются дешево в Леруа, возможно даже тумбочка просто из них будет нормально, но склоняюсь к варианту сделать каркас из бруса 5х5 и обшить его ДСП. Уйдет на все несколько тысяч.
За несколько тысяч можно купить серверный шкаф, тумбочку уже или готовый кожух.
Материалы в розницу пиздец дорогие, рез их тоже, за свои деньги ещё и горбатиться будешь.
 246 Кб, 1055x1168
246 Кб, 1055x1168Нах мне серверный шкаф в зале, лол, мне нужна элегантная и прочная тумбочка, а помимо принтера внизу у меня еще и робот пылесос будет стоять, док станция будет закрыта мини ящиком спереди и только сам робот будет снизу торчать.
Я готов потратить пару тысяч на пару щитов и сделать тумбочку с таким функционалом, который нужен мне. Я так понимаю ты настолько нищий, что не то что пара тысяч для тебя неподъемные бабки, а даже лобзика с дрелью дома нет.
>Я готов потратить пару тысяч на столярные отходы по скидкам
>ты настолько нищий
Понятно.
Ты мебель то вообще хоть раз строил?
Ни лобзик ни дрель для этого не подходят даже.
Есть какие-нибудь репозитории проектов а-ля thingiverse и подобные?
Не могу найти даже какой-нибудь вменяемый калибровочный рисунок с мануалом как подобрать скорость/мощность.
В лайтбёрне вроде как тесты есть. По моим наблюдениям за чатами это больше чпушная тема нежели 3д печатная
>Ни лобзик ни дрель для этого не подходят даже.
Ясно, с такими познаниями тебе в более сложной теме 3д печати и делать нехуй, ты тупой.
 60 Кб, 700x700
60 Кб, 700x700Термобарьер пикрелейтед цельнометаллический E3D V5 (без тефлоновой трубки). Хуй знает сколько лет ему уже. Спрашивается, у таких термобарьеров вообще есть вырабатываемый ресурс? Мог он изнутри гладкость потерять или обугленной малафьёй засраться до утраты теплопроводности?
А вообще это глупая затея собирать шкаф для дрыги. Продай ее и купи кубик.
>>71421 На торрентах есть каталоги векторных рисунков. Ну или просто в гугл картинках ищешь vector.


>Это лютый оверпрайс
Это цена за качественный ЛДСП, это раз, 3-4 щита ДСП как раз встанут по цене тумбочки и я сделаю ее цветом который нужен мне, в размерах, которые нужны мне. Все готовые тумбочки это хуета которая стоит столько же сколько и расходники и при этом не обладают нужными характеристиками, тумбочка высотой в уровень моего стола 75 см будет стоить в 2-3 раза дороже чем расходники и скорее всего таких тумб вообще в продаже нет.
>Если уж сильно хочется то ищи готовую тумбочку.
Нахуй мне кривая готовая тумбочка, которая не подходит под мои размеры, цвет, функционал и с которой принтер будет выступать за края, а сама тумба будет ниже стола по уровню? Мышление нищего - купить неподходящую хуету и терпеть.
>А вообще это глупая затея собирать шкаф для дрыги.
Какой шкаф, шизофреник? Ты о чем?
> начал ловить пробки где-то через 20-30 минут после печати. Сменил сопло на новое - всё равно ловлю пробки.
Ты только что heat creep. Ищи титановый или биметаллический термобарьер для своего чуда.
>Ты только что heat creep.
Но почему он раньше не возникал? Внутренняя полировка проебалась?
>Ищи титановый или биметаллический термобарьер для своего чуда.
Уже заказал биметалл под свой типоразмер, едет.
Температуру по-чуть-чуть уменьшай.
Каких ещё денег?
Прикрутил принтер к обрезку кухонной столешницы 40 мм толщиной. Обрезок взял у соседа по этажу. На свалках такое тоже есть, заодно выйдеш пробздишся.


Довольно прилично, саму STL'ку толкаешь по 10 долларов, фигурку - по 80, еслли хорошо раскрашена - то и под 200. Во всяком, случае у западников такие цены.
Так те кто пиратит те и деньги не платят. Тот, кто не умеет продавать или покупать, останется на обочине жизни, как говорится.
1) экспорт stl скорее всего таки работает на серваке
2) ебал рот таким хакерством заниматься, надо моделировать
Работать можно, в плане интерфейса похож на Солидворкс, только от Сименс. Бесплатной версии вроде нет, я в зеленом магазине покупаю. Ломается легко.
Можно подумать, есть нейронки, которые тебе сгенерируют 3д-модель. Максимум попытки в фотограмметрию из сотен кадров в стадии сырого проекта на гитхабе.
>Можно подумать, есть нейронки, которые тебе сгенерируют 3д-модель.
Есть. В каком-то жутко навороченном и дорогом стротильном каде. Новость была ещё в прошлом году, до массового бума нейросетей.
Там она делала расчёты по пролётам моста что ли - типа как сэкономить материал, но сохранить прочность.
Это же не генерация. Просто в указанных местах предложение выбрать материал оптимально

![AUGenerativeDesignPavilion(9of31)[1].jpg](https://2ch.life//ra/src/569187/17386809350131.jpg)

Генеративный дизайн и топологическая оптимизация - это не нейросети, а просто итеративное конструирование. Хотя сейчас наверняка подключают и нейрноки к нему, но само по себе оно лет 10 в САПРах есть.
https://3dtoday.ru/blogs/imprinta/generative-design-revolution-in-3d-printing
Ладно, буду сидеть пока на onshape. Проекты буду обзывать "хуйпиздаджигурда_номер_ХХХ", чтоб найти нельзя было.
А то схемы на jlcpcb, корпус на onshape, прошивки на гитхабе. Выглядит как готовое предложение для спизда китайцами, бери не хочу.




На ней штамп >PP< c завода, это крышка от ящика, в некоторых местах она пошла трещинами и я решил ее заварить для пробы, но китайских хуйцов соснул.




Трехмерный график? Нет? Обычное дело например в калибровках ЭБУ

Шкалы разные, смотри на тумблер Scale Gradient.
Тут границы по минимуму и максимуму стола, а у того анона они просто дефолтные +100/-100, там точно не понять какие абсолютные числа даже, но до +100 явно не дотягивает по красноте.
нужен такой же быстрый качественный принтер без пердолинга



Тут же как ни располагай, одна из втулок будет поперёк слоёв и её переломит к хуям от косого взгляда.
1. петг спекается в монолит если не гнать поток
2. я подобное печатал на поддержках располагая деталь лучами вверх
 202 Кб, 1536x776
202 Кб, 1536x776>>73002
Да хуй там, обкатался индикатором ИЧ-2 — всё заебись, отклонение не больше десятки по всей плоскости. Думал, может колёса кривые, но тогда рисунок был бы периодическим.
Похоже, что сраный индукционный датчик хуёвничает и каким-то образом реагирует на колонны портала/валы/двигатели оси Z. Принтер neptune 3 pro переведённый на клиппер. Надо будет сделать какой-нибудь klackender или альтернативы.
ЧСХ, принтер печатает первый слой заебись, никаких проблем. Раньше мерил матрицей 6х6 и горя не знал, только дальние уголки были немного опущены, но я не заморачивался, так как не печатал в тех краях. А тут решил от нехуй делать замерить матрицей 16х16 и такие вот Геркулесовы столбы вылезли.
>>73022
Пикрилейтед
Так тогда все три ноги будут одинаково хуёво на разрыв со слоями под 45°.
Ну с петом тогда ещё и не красиво получится. ABS хотя-бы пошлифовать или поацетонить можно.


Я имею ввиду усилить эту пластиковую деталь сквозным болтом, чтобы по слоям не разорвало.
я заказывал такие штуки у кузьмича из алюминия бгг
Нужно два направления сделать с дыркой и третий пин отдельно, потом склеить
Просто возьми да напечатай и проверь хватает ли тебе прочности
Порнопропилен разный бывает, также как и полиэтилен. Разные добавки, разная молекулярная масса и тд. Десятки сортов, в том числе и несовместимые. Я бампер от машины (некрохонда) и пп не смог сварить, а когда взял кусок от аналогичного бампера, оно сплавлялось збс.
 2,6 Мб, 3000x4000
2,6 Мб, 3000x4000Думаешь слизались? Но какая то резкость в появлении. До недавнего идеально ложил. Да и угол не ясно откуда.
 54 Кб, 269x300
54 Кб, 269x300Попробовал петг как раз впервые, рили слои лучше спеклись.
Не треногу, у меня коробка с вырезами со всех сторон, так вот когда я её из АБСа печатал вырез стоящий поперёк слоёв тут же треснул к хуям когда я в него разъём засунул. Петгу норм.
Сомневаюсь что настолько норм, что шкаф выдержит, но точно сильно лучше для нагрузок со всех осей.
Но какой же пиздец с паутиной.
Думал шлифану и всё, так это говно ещё и не шлифуется толком. И химией его тоже не взять.
Акриловый грунт на него сядет?
 2,5 Мб, 4080x3072
2,5 Мб, 4080x3072Без понятия что на него прилипнет. Паутины на хорошо просушенном быть не должно. Если спёкся нормально то при ударе стамеской в слой он должен сломаться НЕ по слою.
Не трескается хотя бы по причине что более упругий



Да я прям из вакуумного пакета распечатал, там и силикагель был.
Паутину забыл сфотографировать, сейчас я снял её уже, остались только лохмотья на стенках внутри которые хуй отшлифуешь.
Качество конечно по большому счёту отстойное, но геометрия в порядке, всё достаточно крепко, поэтому я доволен, оставлю деталь как есть, тем более всё равно не лицевая.
Особенно доволен учитывая что я буквально впервые петгом печатал, даже кораблик не делал и не калибровал ничего, прям на похуях в слайсерере поставил дефолтный петг и с первого сантиметра катушки поехал.
Можете подсказать что выбрать в бюджете до 30к? Пока присмотрелся к Anycubic Kobra 2 Pro, может быть есть у кого опыт работы на данном аппарате? (Принтер если что первый)
> И химией его тоже не взять.
Дихлорметан (не путать с дихлорэтаном)
Метиленхлорид
Метилен хлористый
Метилена хлорид
CH2Cl2
Пластик мокрый шо пиздец. То, что он в вакуумном пакете с силикагелем ни о чем не говорит — всё равно нужно сушить.
Эндероподобные дрыгостолы в этом диапазоне цен примерно все одинаковые.
Если нужен не дрыгостол, то смотри в сторону FlashForge Adventurer 5M
 3,9 Мб, 4000x3000
3,9 Мб, 4000x3000Хотя не, ещё немного попидрорил дремелем и загрунтовал ради эксперимента.
Чуть лучше стало, но не существенно.
Грунт лёг хорошо. Возможно какой-нибудь укрывистой краской теперь можно замалевать дыры и будет даже приемлемо.
Хотя вот самая верхняя плоскость стала прям идеально ровной и гладкой. Её соплом утюжило, сразу была хорошего качества, только слои было видно. А теперь прям зеркало и слоёв нет.
Да оба скорее всего пердолить надо будет примерно одинаково.
У эндера рельсы, пизже чем колёса. В остальном вроде плюс-минус одно и то же.
Простые по форме детали отливай.
Спасибо! Завтра поеду брать (наврное в ДНС). Кстати где лучше покупать? Я вот настроился в ДНС. Ну как-то привычнее и гарантия. Мб есть места получше?
 19 Кб, 400x298
19 Кб, 400x298Ты оказался прав, прокрутка натяжения дала результаты.
 130 Кб, 1032x1490
130 Кб, 1032x1490В 99.9% случаев EPCOS 100K B57560G104F
 669 Кб, 993x544
669 Кб, 993x544Это противоречит всем остальным хотелкам типа коротких дистанций между экструдером и нагревателем, прямых воздуховодов...
Поэтому все забивают.
Мне кажется с балочной осью бесполезно, нихуя разумного не выйдет. На трубках вот можно заебись сделать.
Если есть регулировка стола, то можно выставить стол и не использовать карту высот, просто отбиваться один раз по центру и хуй с ним
>коротких дистанций между экструдером и нагревателем
Оно и так получается стандартным для отдельных нагревателя и экструдера. Компактнее это только интегрированные решения вроде biqu. Но под них нужно отдельно принтер проектировать.
А с валами я вообще не понимаю трендов. Раньше использовали тонкие цельные валы и подшипники. Они тяжелые, не жесткие и шумные. Со временем появились и igus втулки и карбоновые валы да и просто трубы можно заказать большего диаметра калиброванные и полированные. Но ничего это в массы не пошло, только проприетарное в бамбуке. Может потому что рельсы стали сильно дешевле и выгдядят дорого богато?
>пик
как эта конструкция вооще может быть стабильной? Хотя бы по диагонали надо что-то натянуть
мимо
Прошареные челибосы печатают так что лицевая поверхность при печати находится внизу и на неё остается няшный отпечаток коврика. Остальное правда всё равно полосатый говняк..
 482 Кб, 1000x1000
482 Кб, 1000x1000Если бы стол был изготовлен из чугуниевой или гранитной поверочной плиты, тогда да, можно было бы выровнять плоскость по 3 точкам и не заморачиваться.
Но увы, стол изготовлен из куска листового алюминиевого сплава толщиной 3мм, который имеет весьма высокий коэффициент теплового расширения. Поэтому хоть как его регулируй — по центру и по углам будут ямы и горбы.
У меня был (точнее есть, просто сейчас разобран) принтер MedelMax 1.5+ Deluxe от Ultibots. У него стол размером 230х270мм был сделан из боросиликатного стекла толщиной 4мм (у этого стекла, если смотреть на торец, желто-оранжевый оттенок, в отличие от обычного оконного, у которого зеленый оттенок), к которому напрямую клеился нагреватель из каптона. Стол весил около килограмма, поэтому никакие инпут шейперы ему бы не помогли, а до температуры 80 градусов он грелся минут 20 (остывал соответственно тоже долго). Зато он был очень ровный, по индикатору кривизна была пару соток. Вот ему реально никакие карты высот были не нужны.
Всё в этом принтере было замечательно, кроме одного — все ключевые элементы, влияющие на геометрию были изготовлены из пластика, который через 10 лет превратился в говно.
половину запчастей перебрал, пока он нормально заработал


Так и делаю, но тут такая деталь что её только дном вниз и положить.
И тут как раз верхняя получилась даже пизже нижней. Утюжение реально пиздато делает, всегда включаю.
Так переставь стол на любой другой.
Ну и я тоже не понимаю как можно принтеры из пластика собирать. Тем более что на твоём пике большая часть типовой крепёж.
Есть у кого Photon S? Достался за бесплатно без ванночки, не понимаю с какой яркостью на тесте должна светить засветка, может кто фото-видео скинуть насколько ярко светит у анона при запуске теста?
какой принтер?
Не ЧПУ станок, а какой-нибудь маленький шпиндель, сверлить мелкие диаметры и толщины. Ну, допустим посадочные места DIP в текстолите и М4 в алюминии 2мм.
Я в свое время к прусе i2 (говно из шпилек М8) прикручивал Dremel 4000. Сначала сам агрегат, а потом решил, что он слишком тяженый и прикрутил гибкий вал от него.
Как раз для целей сверления печатных плат и гравировки пластика и алюминия для передних панелей самодельных приборов. Работало на удивление хорошо.


Половину прошло очень хорошо, я лишь несколько раз мазал ПВА сомнительные слои. Но в один момент сопло просто перестало подавать пластик. Печатал на 210ноззл и 70 тейбл. Пластик ПЛА.
Я разобрал, почистил пластик, но проблема осталась. Погуглив похожие проблемсы, мужики на форумах советовали заменить текущий термобаръер на пикрейлтед (это я его так засрал).
Купил, заменил, но выпускать пластик принтер согласился только при т 230, что есесно привело к забиванию всего и вся.
Я взял старый термик, отпидорил его от пластика, и собрал всё обратно. Тоже не фурычит, тефлоновая трубка какого то хуя плавиться, хотя раньше не делала подобного, пластик раздувается как на пик 2, и печать снова стопориться.
Щито делать? Покупать весь хотенд целиком как то жаба давит.
У тебя похоже вентилятор охлаждения экструдера умер.
Делаю деталь вращения в компасе, вроде всё норм, сохраняю stl, нрезаю в прюше - появляются пустые слои.
Исправление модели в самой прюше ничего не меняет, деталь переделывал в компасе, пустые слои просто появляются чуть в другом месте.
Что делать? Посоветуйте.
Открой в блендере, включи face orientation и покрути деталь, красных пятен не должно быть. Прюша еще пишет при загрузке ошибки, типа открытых граней итд.
Есть несколько деталей, которые будут друг с другом соединяться посредством шарниров и еще будет несколько проставочных/стопорных колец. Основные детали (для тестового образца, без заполнения) - PLA.
Соединительные детали - Nylon. Нужно что-то прочное, что сможет в подвижные соединения.
Пердолик спокнись, сложное на домашний фекальных принтерах для разводя гоев никто не собирается печатать.
Там не будет нагрузки, мне надо чисто, чтоб проверить как двигаться будет и т.д. Но я не хочу, чтоб оно просто сломалось.
Прочное и подвижное – это металл. На него уже можешь печатные детали посадить.
Пытаюсь растворить ABS в ацетоне – он просто в комок дрисни превращается плавающий в прозрачной воде, равномерного раствора не выходит.
Читал про разбавитель акриловых красок – он у меня нихуя не растворил вообще. Хотя я взял в художественном, возможно надо было в строительном Р12
Нормальный ABS с нормальным ацетоном растворяется за полчаса-час.
Но нормальный ацетон сейчас хуй достанешь потому что он прекурсор.
>>74052
Купи лучше бутыль дихлорметана (метилен хлористый) (не спутай с дихлорэтаном — гроб, кладбище, пидор, яд ебаный), в нём и ABS и PETG и PLA и пр. растворяются. И воняет меньше чем ацетон.
Смотря в каком соотношении намешать. Я делал, но у неё усадка ебическая, проще автомобильной универсальной полиэфиркой пользоваться.
 3,8 Мб, mp4,
3,8 Мб, mp4,852x480, 0:34
Есть один пожилой Photon S, есть пример насколько ярко он должен светить без ванны во время выполнения теста подсветки? Отдали после зуботехнической лабы, вроде работает, есть подозрение что светит слабо, но ванны и полимера пока нету, и проверять вхолостую без засвета не хочется.
 2,8 Мб, 3000x4000
2,8 Мб, 3000x4000У меня как раз из Омска ацетон.
Всё нормально с пластиком и ацетоном, печатается забись, баня заебись. Плавит тоже заебись даже, но раствора нет нихуя.
ДХМ у меня есть, PLA им обрабатывал. Но нихуя он ABSу не делал.
>>74089
Да хуй с ней с усадкой, мне только щели слоёв разравнять.
С автомобильной сложно, много еботни с двумя компонентами и банка засохнет раньше чем я её израсходую.
Там кроме усадки ещё и пузырей дохера получается, причем они под шконарем сидят, потому что высыхать начинает от наружного слоя. Если его потом подрастворить, можно увидеть.
Вообще нездоровая тема, склеить АБС можно без бодяжения говняка, просто кисточкой нанеся ацетон на склеиваемые поверхности.


Так, решил попробовать понаучнее подход, а не хуя-хуяк и в банку.
Замешал тот же ацетон и те же ошмётки пластика взвесив 50 на 20, за пару часов почти растворилось во что-то консистенции питьевого йогурта, за ночь думаю совсем рассосётся.
Вот теперь заебись. Возможно, это просто потому что я банку отмыл от остатков варенья акрилового разбавителя.
Из первой банки кстати родилась прикольная субстанция примерно как жвачка: мягкая, пластичная, не липкая, стойкая. Что-то даже лепить можно.
При таких объемах оно потом ещё недели две обратно затвердевает и кукожится.
Можно ли на этих ваших 3Д-принтерах печатать изделия из полибутилентерефталата (PBT)? Или он не подходит для этих целей?
Можно. Но у него ебейшая усадка и температура печати около 300 градусей.
В теории да, на практике скорее нет.
3д принтер может печать чем угодно, но это капризный пластик, его почти не делают и опыта с ним у индустрии мало. Печатать сможешь, но наебёшься, будешь местами первооткрываетелем и дёшево не выйдет.
Проще будет либо другим пластиком заменить, либо другой технологией, а 3д принтер тебе может в этом помочь, например напечатать мастер-формы для литья.
Индуктивный, два разных пробовал, щас купил btt eddy в надежде что проблема решится, но примерно так же и осталось, чуть лучше стало, когда снизил высоту на которой берет пробу. Получается они все видят кривизну стола, но а реальности она сильнее, чем фиксирует датчик. Я уже хз куда смотреть.
На оси тогда посмотри. Может ролики или рельсы у тебя кривые.
Я с индукционными намучился, тоже несколько штук перебрал, в том числе датчики с "термоконпенсацией". В итоге поставил klicky-pcb от ворона.
Не то что бы он меня чем-то не устраивает, но у него 2К экран и скорость печати 20 мм/час, даже у Моно 4 за 160 баксов экран 10К и скорость 70 мм/час, огромная разница.
В общем, призадумался я обновиться. В связи с этим вопрос - а есть ли вообще смысл? Что дают эти 10К? Какой сейчас положняк по смоляным принтерам? Может вообще не на фотоны надо смотреть? Какой сейчас самый адекватный средний вариант для любителей?
Это система для быстрой смены печатающей башки со свистелкой (CAN) и перделкой (USB Type-C).
Нахуй ненужная на самом деле, да и к тому же, суда по отзывам на различных сайтах, ненадёжная — часто сгорает микросхема CAN-трансивера
 642 Кб, 1000x1550
642 Кб, 1000x1550Есть и версия которая не может автобус, там та же кипа проводов к голове приходит.
Но там встроенного драйвера и акселерометра ещё нет.
 1,3 Мб, 1280x576
1,3 Мб, 1280x576Сложно, фьюжен довольно человеческий, а фрикад очень пердольный. Парадигмы тоже некоторые другие, мышление и алгоритмы действий надо будет менять.
Если ты новичок, то совсем хуёво будет, фрикад любит тебя обосрать стректрейсом в консоли и сиди гадай на что ты неправильно нажал.
Если нормально умеешь в кады, то просто переучишь кнопки и порядок типовых действий и всё.
В целом можно конечно. Но я не осилил и укатился обратно.
Ну и скорее всего если научишься и отшлифуешь фрикад под себя, а себя под фрикад то в конечном итоге сильно продуктивнее будешь.
Я бы не стал, потому что
а)в идеале ты учишь навык не только для удовольствия, но и чтоб он был неким резервом - захочется сменить работу на конструктора, или тебя там внезапно уволят, или подработка понадобится.
б)во многом инструмент настолько удобен и силён, насколько обширно и умело его сообщество
В промышленности фрикад не применяют, студентота его не учит, сообщество по сравнению с тем же Солидом или - в России - Компасом небольшое.
Я фрикад вижу как эзотерический САПР, который инженер осваивает третьим-четвёртым, как программисты порой учат какой-нибудь лисп из-за любви к Лейн, чтобы развидуть границы мышления.
Урезать же мощность это долбоебизм, ptc нагреватели теряют мощность после нагрева - у тебя там ватт 20 останется.

По моделькам лучше тред в /diy/ знает (правда он дохлый).
Для самолётов тебе скорее всего любого хватит за глаза, 18 микрон это чтобы текстуру соска на аниме фигурках разглядывать.
И то ещё найди модель с таким разрешением сначала.
Типичные модели на литниках – это вообще уровень депозитной печати, а не фотополимерки даже.
По бюджету хз, сказали просто надежный искать. Думаю тысяч до 70.
Шо можно взять в этот прайс?
Али и прочее не подходит. Нужно здесь и сейчас с оплатой по счету
Фаллосов

>Типичные модели на литниках – это вообще уровень депозитной печати, а не фотополимерки даже.
Любой депозитный оставляет заметные наслоениЯ.
Ахахахаха, делайте из бумаги.>>74710
>посмотри цены на смолу. Охуеешь, если тебе не миньки печатать
Печатать буду доработки, а не целые модели. Размер деталей не будет превышать... Сантиметров 5 с каждой стороны.
Т.е. 18 микрон будет нормально печатать панельные линии, заклёпки, ручки пилотов?
Кстати, что скажете на счёт водорастворимой смолы, какие подводные камни? Застывшая водорастворимая не разлагается через какое-то время?
Если детализация сильная не нужна и расходники как можно дешевле хотите, то самый обычный фдм бери.
Ну тогда смотря для чего.
Напоказ клиентам – лучше фотополимерник. Для прототипирования – депозитного хватит. Любого в бюджет в принципе, бамбуки только не берите как бы их не нахваливали, там с ИБ будет печально.
Вам бы лучше моделиста подрядчика, а из чего он будет делать – уже его головная боль.
Собственно, если возьмете принтер, итак будет кто-то на ставке вокруг него плясать, модельки сами из воздуха не возьмутся, детали сами не соберутся, процессы сами не отладятся. Да и покраску кабан-кабаныч завтра захочет.
Да, хотят. У колхозников денег ебанешься сколько, держу в курсе.
>>74759
>самый обычный фдм бери
Ну и какой лучше? В соседнем треде посоветовали creality k1 max или можно взять дешевый kobra 2 pro? Я в них совсем не шарю просто, хз какого хуя мне поручили подбор.
>>74764
>Напоказ клиентам – лучше фотополимерник
Да результат обычного принтера всех устраивает.
>Вам бы лучше моделиста подрядчика
Ясен хуй, что лучше. У нас так второй проект и был отпечатан, но видать что-то кабана не устроило.
Первый печатали на каком-то другом принтере, но у него что-то с платой в голове случилось и всё.
Фишка уз ванны в том что она вымывает всё и отовсюду. Можно и обычную смолу щёткой но с изопропилом отмывать
Вот сравнение с фотополимерником
https://www.youtube.com/watch?v=Pp7w35YtzVg
В сравнениях с фотополимерником негр пиздун, мягко говоря
Ой как закукарекал.
Неплохо бы освоить создание художки.
Слышал что для этого юзают блендер.
Сильно ли сложно научиться там моделлить ну допустим типа такого: лицо Трампа/Путина и т.п.?
Нать только опыт моделлинга в Компасе.
В Блендере в так понимаю тем соасем другие принципы пострпоения моделей.
Сильно ли сложно научиться рисовать лица используя только лишь карандаш и лист бумаги?
Сильно ли сложно научиться лепить лица из глины, воска, высекать из мрамора?
Блендер это просто 3д редактор в котором есть функция скульптинга.
Очень кринжовый интерфейс, я пару лет назад пытался вкатиться, забил. Как там кнопкотыки мышкой ворочают реально не понимаю.
Может за эти два года что-то улучшилось. Мне кажется в каде проще ебало нарисовать, чем в блендере.
Большинство как я понял хуярят в z-браше а в блендере скелет дорисовывают для движухи
 249 Кб, 600x400
249 Кб, 600x400Возможно, платина. Посоветуйте софт (желательно свободный) для 3д моделирования/рисования, в которой легко вкатиться.
Хочу иногда заказывать 3д печать или детали на ЧПУ у китайцев.
 51 Кб, 459x471
51 Кб, 459x471> Полное говно
Что, даже для шестерёнок или какой-нибудь передней панели с дырочками под кнопки и надписями не покатит?
чувак, зайди в телеграмм STL / STL Forest, там столько художки, что просто писец. В том числе сисик/писик.
> колхозники хотят 3д?
Если колхозники хотят три-д, по деньгам выгоднее будет им заебашить в очках виртуальной реальности пожалуй.
 54 Кб, 479x479
54 Кб, 479x479Настраивал ретракты, перенастраивал, ещё раз перенастраивал, сопла менял на четверть катушки, поднимал температуру, опускал температуру - это говно ловит пробки как охуевшее. Чуть ошибся с калибровкой стола - на нахуй отрыв и очередная пробка. Чуть не так поддержка соплёй легла на это текучее говно - на нахуй пробка. Идеальная печать 3.5 часа из 4 - на нахуй пробка просто так. Пробка, пробка, пробка, пробка, ПРОБКА блядь, ПРОБКА.
Даже с в жопу ёбаным нейлоном такой свистопляски не было. Я просто его уже ненавижу нахуй. По ходу, без ёба биметалла и киловаттной воздуходувки к PETG даже близко подходить нельзя. Запредельно омерзительная хуйня.
>киловаттной воздуходувки к PETG даже близко подходить нельзя.
Обдув там нужен только для печати в режиме мостов. У меня 99,9% печатей ПЕТГОМ проходят без обдува модели.
 58 Кб, 1024x1024
58 Кб, 1024x1024>Если пробка - темпу убавляй, инфа 146%
Хуй-то там, с убавленной температурой пробки ловятся ещё чаще. Выглядит это так, будто есть очень узкий диапазон беспробочных температур. При этом он ещё и смещается вверх-вниз в зависимости от температуры стола, которая в центре и по краям немного разная. И от скорости печати, которая зависит от формы модели. И вот в этом ебучем фазовом пространстве приходится лавировать как на минном поле.
К примеру, одна моделька по центру стола ловит пробку редко. Две точно таких же модели, разнесённых на небольшое расстояние, уже ловят часто. А если разнести ещё сильнее - вероятность снижается. Блядский эзотерический пиздец какой-то.
>>75361
Я имел в виду обдув радиатора термобарьера. Обычный обдув у меня вообще вырублен нафиг.
>>75362
>Ни разу не было пробок на PETG. На PLA бывали по неопытности.
А я наоборот на PLA никогда пробок не ловил. На ABS крайне редко. На PETG прямо пиздец.
>Вангую, что у тебя хуёвый обдув радиатора хотенда. Либо пластик говно.
Ну я хуй знает, обычный мк8 директ наподобие пикрелейда с обычным 40мм кулером. У людей же он PETG как-то давит. Или не давит.
Тут по ходу проблема в том, что шестерёнка директа ну очень легко нить прогрызает и слишком близко к термобарьеру находится. На уровне мотора ему горячо наверное. Слишком убавишь температуру - застревает в сопле, слишком прибавишь - нить теряет жёсткость и прогрызается от малейшей задержки.
У меня с ABS и не было проблем никогда никаких.
Только вот не везде ABS подходит. Упругие элементы из него не сделаешь, шестерёнки из него не очень прочны. Для предметов, применяемых на улице под палящим солнцем, ABS нежелателен. Для высоконагруженных мест где PETG изогнётся - там ABS сломается, а PLA раскрошится в пизду.
Нейлон для всех применений был бы идеален, но с его охуевшей усадкой применить его где-либо, где требуются точные размеры, невозможно. Поэтому приходится ебаться с PETG и его шизофреническим температурным профилем.
Воу, воу, потише, братюня. Мне просто нужны существенные аргументы.
Какая будет усадка на пластике A при температуре B, диаметре сопла C, слое D, диаметре внешнего контура Е и так далее?
Думаю посыл понятен.
И киньте в меня протухшее яйцо кто считает что эти вещи не влияют на искажения геометрии
1%
>а тут есть кто может разработать модель?
Разработать модель чего? Я так-то дохуя всего разрабатывал, но без внятного ТЗ говорить не о чем. Может тебе анальную пробку, а может шестикоординатного робота с ебейшими редукторами и сотней деталей.
Нужно разработать модель для продажи, чтобы продавать за деньги и спрос чтобы большой был
 82 Кб, 400x573
82 Кб, 400x573>Нужно разработать модель для продажи, чтобы продавать за деньги и спрос чтобы большой был
Модель ЧЕГО разработать?
Или ты как в сказке хочешь, принесите мне то-не знаю-что, и чтобы оно деньги само генерировало? Это вам, батенька, не к 3дшникам, а к психиатру маркетологам. Здесь прогнозированием продаж неведомой ёбаной хуйни не занимаются.
Даже я понял что это была ирония
рассказываю
есть на ютубчике канал локпикинг лоер, у него на канале обзоры на разные замки и как он их вскрывает. вообщем у меня есть идея замка который этот мужик и ему подобные не откроют. с меня объяснение общей концепции и возможно рисунки в паинте для пояснения, с тебя хотя бы пластиковый прототип. юридически изделие будет полностью твое, разве что указать в соавторы. условие первое что хотя бы прототип будет готов раньше чем начнется 3 мировая. условие второе нельзя крысить, типа забрать идею себе и ничего не сделать, или тихонечко патент получить и никому не давать, модель должна быть под открытой лицензией. юридически обязывающий договор заключать не будем, чисто джентльменское соглашение, нарушишь - значит ты пидор. ну что, интересно, будешь делать?
Можно конечно обсудить. Но с 99% шансами твоя задача вообще не для 3д-печати и не для пластика, независимо от умозрительной конструкции замка.
FDM - технология грубая, с погрешностью в десятые миллиметра. Даже SLA технология грубая. Хороший замок - это миниатюрный замок, у которого все пины в личинке настолько милипиздрические и подогнаны настолько плотно, что отмычку хуй засунешь. Ещё хуже ситуация, если важен порядок нажатия пинов. Что требует добавлять вторичные пины, шестерёнки всякие, превращая конструкцию в будильник с субмикронными допусками чтобы ничего нигде не заклинило. Такой точности никакая печать не даст, только токарка-фрезерка. И далеко не на всяком станке.
Другая причина выдрачивания допусков - люфты при вибрации. В идеале их быть не должно вообще. Вибрация это смещение пластин самонаборного ключа. Вибрация это звук, по которому можно выпалить смещение на нужный угол. Трение должно быть не слишком большим, но и не слишком маленьким. В общем, это задачка сначала для материаловедов и технологов, только потом для проектировщиков.
Невскрываемых замков для профессионального медвежатника не существует. Физически. Вопрос времени и цены инструмента. Если отмычка изготовлена на том же заводе с тем же квалитетом, имеет подвижные элементы сопоставимой миниатюризации и допуска - замок откроют. Если устройство замка неизвестно - его со всех сторон простучат, прозвонят, провибрируют, прозондируют, просветят рентгеном и откроют. Даже если ты там предусмотришь какие-то приколы типа сдвигания пинов в изолированной камере неодимовыми магнитиками - медвежатник это выпалит и откроет. Потому что он за свою карьеру и не такой хуйни насочинял. Замками изобретатели так-то с древнего Египта занимаются, это наверное самый древний механический прибор вообще. Я сильно сомневаюсь, что ты принесёшь какое-то радикальное новшество, да ещё и совместимое с довольно грубой технологией FDM.
Единственное, что можно сделать, чтобы затралеть медвежатника с ютубчика - замок, который необратимо блокируется при первой же ошибке, высвобождая какую-то вваренную намертво пружину. Но ты ведь понимаешь, почему это хуёвый замок с очень нишевым применением. И да, он столетия назад изобретён.
Можно конечно обсудить. Но с 99% шансами твоя задача вообще не для 3д-печати и не для пластика, независимо от умозрительной конструкции замка.
FDM - технология грубая, с погрешностью в десятые миллиметра. Даже SLA технология грубая. Хороший замок - это миниатюрный замок, у которого все пины в личинке настолько милипиздрические и подогнаны настолько плотно, что отмычку хуй засунешь. Ещё хуже ситуация, если важен порядок нажатия пинов. Что требует добавлять вторичные пины, шестерёнки всякие, превращая конструкцию в будильник с субмикронными допусками чтобы ничего нигде не заклинило. Такой точности никакая печать не даст, только токарка-фрезерка. И далеко не на всяком станке.
Другая причина выдрачивания допусков - люфты при вибрации. В идеале их быть не должно вообще. Вибрация это смещение пластин самонаборного ключа. Вибрация это звук, по которому можно выпалить смещение на нужный угол. Трение должно быть не слишком большим, но и не слишком маленьким. В общем, это задачка сначала для материаловедов и технологов, только потом для проектировщиков.
Невскрываемых замков для профессионального медвежатника не существует. Физически. Вопрос времени и цены инструмента. Если отмычка изготовлена на том же заводе с тем же квалитетом, имеет подвижные элементы сопоставимой миниатюризации и допуска - замок откроют. Если устройство замка неизвестно - его со всех сторон простучат, прозвонят, провибрируют, прозондируют, просветят рентгеном и откроют. Даже если ты там предусмотришь какие-то приколы типа сдвигания пинов в изолированной камере неодимовыми магнитиками - медвежатник это выпалит и откроет. Потому что он за свою карьеру и не такой хуйни насочинял. Замками изобретатели так-то с древнего Египта занимаются, это наверное самый древний механический прибор вообще. Я сильно сомневаюсь, что ты принесёшь какое-то радикальное новшество, да ещё и совместимое с довольно грубой технологией FDM.
Единственное, что можно сделать, чтобы затралеть медвежатника с ютубчика - замок, который необратимо блокируется при первой же ошибке, высвобождая какую-то вваренную намертво пружину. Но ты ведь понимаешь, почему это хуёвый замок с очень нишевым применением. И да, он столетия назад изобретён.

Ещё быстро фикс, сзади кабеля спасло нахуй этим куском.
Не очень понятно, о чем конкретно ты спрашиваешь.
Как отколупать эту залупу или как настроить принтер, чтоб такого не повторялось...
Лучше и то и то, может по фото видно, ноя пытался эту хуету паяльником убрать, не работает нихера.
Ты не паяльником убирай, а строительным феном. Можно ещё растворителем пройтись немножко, но осторожно.

 574 Кб, 678x787
574 Кб, 678x787100%. Полости искуственно добавляешь сам напротив нужных граней. Учишься незаметно ныкать в рукав фартовые кубики и вытаскивать нефартовые и наоборот.
Да прикрути его снаружи и всё.
>Можно конечно обсудить
это согласие?
>Такой точности никакая печать не даст
ну сделаешь в масштабе 20:1, для прототипа не проблема.
>Трение должно быть не слишком большим, но и не слишком маленьким.
есть такая проблема. но она решается же довольно просто.
>Вибрация это звук
и такая проблема есть. мое решение добавить два дополнительных механизма, первый должен звучать так же как замок но в противофазе, второй просто выдает рандомные звуки с большей громкостью.
>какое-то радикальное новшество
да нихера же. вот forever lock - замок где замочная скважина не доступна, что характерно вскрыт фольгой, или bowley lock - замок с ключом п-образной формы, вскрыт отмычками тоже п-образной формы. оба как раз таки радикально другие и все во-то 2015. место для инноваций есть.
>совместимое с довольно грубой технологией FDM.
понятное дело что коммерческое изделие должно быть из металла. но ещё раз меня удовлетворит даже пластиковый 3д принт в увеличенном масштабе.
Из красивого литья кубик стоит 20р на маркетплейсах, ты не на одном 3д принтере не напечатаешь крксивее чем литьё, напечатанный на 3д принтере будет выглядеть как кусок говна, при любых раскладах даже если у тебя принтер за миллион, взглянув на твой кубик будет сразу понятно что это 3д печатное говно.
Это основной минус 3д печати, ты не сможешь убрать слои, никак, потому что это структура печатного 3д изделия.
Ну можно конечно подобрать пластик который годен для постобработки растворителями и дальнейшую покраску, но будет ли это экономически целесообратно, если это изделие из шитья в первоклассном качестве стоит 20₽?
https://www.youtube.com/watch?v=8oqTo0g7o-M
 1,5 Мб, 3128x1464
1,5 Мб, 3128x1464Нахуй нужно пилить туалетные трубы когда листы любого пластика свободно продаются?
Тем более
Попробуй покрытие лучше.
У меня и на 80 в открытой не отклеивается, брызгаю чем-то ПВА-подобным.
Спиртом прочищал, толку нет. Покрытие вроде нормальное - современная PEI пластина, что вместе с принтером шла, печатал тем же АБС пластиком деталь покрупнее - держало нормально на 90 градусах стола, а маленькие пиздюлинки 1.5х2.5 см отваливаются.
Ладно попробую температуру поднять.
Как вариант да.
Дедушка, иди пробздись, 2025й на дворе, открой любой канал студии 3д печати, много ты там стекла увидишь.
>открой любой канал студии 3д печати
И там печатают инженерку на стекле.
Помогите пожалуйста, я не знаю что делать.
Купил принтер Aquila D1, собрал, думал стол как у Эндера калибруется, а хуй.
Концевика z нету, на башке светящийся датчик, нажал автохом, ну смотрю что сопло высоковато, включил смекалку, и подкрутил стол, по бумажке, ну и думаю: "наверное щас будет збс", ага, запускаю и снова башка приподнята на такое же расстояние, там будто сколько то мм под стекло.
Помогите пожалуйста, подскажите: как откалибровать стол?
Кароч немного разобрался. В менюшке настроек, есть пункт: "смешение по оси Z", кароч его покрутил, вроде теперь норм, я надеюсь после выключения, оно сохранится, иначе это пиздец гемор, по 0, 05 шаг регулировки.
А кто нибудь может подсказать, как там регулировать поток?
Вентиляторы шумят пиздец, всю концепцию принтера нарушают, какие туда можно поставить ч о бы не так гудели?
Когда мы печатаем на карандаше (Эрие Краузе экстра), жто нужно на холодном столе печатать?
Ради бога хватит сопли на стол мазать. Есть же прекрасные уже готовые пшикалки из бф2+изопропила. Одного бутыля тебе на года хватит
>Есть же прекрасные уже готовые пшикалки из бф2+изопропила.
По-видимому они не со всеми пластиками хорошо работают.
Абс с пшикалкой липнет к стеклу охуенно. Нейлон не липнет вообще, а вот на клеевой карандаш липнет. Петг на пшикалку в принципе липнет неплохо, но иногда из-за каких-то температурных чудес отлипает, даже с бримом.
 716 Кб, 703x1181
716 Кб, 703x1181 331 Кб, 1536x2040
331 Кб, 1536x2040Ateco норм, у меня ещё в старом дизайне. Обычно пшыкаю на салфетку и размазываю тонким слоем (салфетку кидаю в подвал и потом просто снова на неё допшикиваю до кондиции). Хватает на долго
Там вроде правильная схема нанесения есть. 15 минут сушка, 10 минут запекание при 60С, потом можно печатать.
+- так и получается. Когда на стекле печатал пару раз куски вырывало
Кароч ебусь с Qauila 1D, не могу первую деталюшку напечатать, на Еедере просто мажу стекло тонким слоем Эрик Краузе и печатаю на холодном столе (или небольшой подогрев 45-50° если долгая печать), а тут у Аквилы на столике пластина желтая, по идее она шероховатая, и так бы к ней должно хорошо прилипать, но нихуя.
Первую тестовую линию которую прюша рисует, печатает норм, а вот юбка уже отваливается, а деталь уже вообще нихуя не прилипает.
Смещение оси Z кароче буду пердолить дальше, но мне кажется сейчас скоро я уже стол соплом начну чиркать, а все равно нихуя не прилипает.
> Короче хуйня ваши пшикалки, современные пластины нормально держат все что нужно.
У меня к пеи не липнет абс
У меня тот что с бирюзовым градиентом, заебись.
Да у всего есть правильные техпроцессы, но обычно похуй и нормально работает если на отъебись побрызгать когда вспомнил.
Кун-репортирую.
В общем с прилипанием в целом совладал, но есть явная проблема с потоком, слишком дохуя струячит, коэф экструзии в прюше уменьшил до 0,7, нихуя не помогает.
Как откалибровать поток в Аквила д1, типо как у эндера линейкой? А формула как у ендера? Коэффициент или мак там его.
Кароче, проебался день с новым принтером, нихуя не смог нормально напечатать.
Проблемы с экструзией, волосит, на эндере 3 с этим пластиком я более-менее печатаю, а тут ни в какую.
В менюшке есть кол-во шагов в мм для разных осей, там везде стоит по нулям.
Как это калибровать?
Очень нужно сделать калибровку потока
>>76076
кароч это пиздец, 3 дня и 3 ночи ебался один анон с новым 3д принтером, и прюшей перепробовав все настройки которые только можно, этот анон уже плюнул на всю эту хуйню, и ради прикола решил скачать суперслайсер, открыл его, поковырял немного и тупо закрыл.
А после он открыл прюшу и заметил что там поменялось очень дохуя настроек и параметров, это суперслайсер их поменял, ну он поменял те которые знал, и решил отслайсить детелюшки которые не печатало.
И прикинь анон, на печати он увидел чудо - новы принтер запечатал почти ИДЕАЛЬНО!
То с чем я ебался 3 дня и 3 ночи напечатало НОРМАЛЬНО!
Конкретно ушла течь из сопла, полностью блять!
До этого из него просто хуярило я думал надо поток калибровать, но нихуя.
3 дня ебался со ретрактом, скоростями отката, уменьшал кофэ экструзии, и нихуя не помогало.
Самое интересное что в прюше после суперслайсовых настроек я вручную откатил все что влияет на экструзию - темпа сопла, откаты, скорости отката и печати, коэф подачи пластика, вот это вот все откатил к тем настройкам на которых печатало хуйню, просто БОРОДУ, и несмотря на все это оно запечатало.
Выходит что суперслайсер внес мне какие-то настройки в прюшу которые влияют на экструзию, но блять что интересно, это то, что Эндер с теми настройками прюши печатает идеально.
Что это было то? суперслайсер в итоге вообще хочу удалить т.к. неохото ковыряться в переводчике, т.к. там через слово все переведено.
Не в прошивку принтера, кароч на ноуте стоит прюша, а когда я установил суперсласер, он видимо внес какие то настройки в прюшу, т.к. у них один движок.
Есть еще оркаслайсер, его попробуй.
С этим ебаным суперслайсером слетели все настройки прюши, теперь и на эндере не могу печатать, получается просто пиздец, одни сопли, дальше 2го слоя печать не идет, из-за деффектов первый слой тупо цепляется за башку и отъёбывается.
Самый пиздец это у меня были настройки печати и время 3,5 часов, после установки ебучего суперслайсера у меня время печати 8 часов нахуй, это при том что этот ебучий суперслайсер еще убрал настройки подъема башки и ретракты, а до этого у меня печать была 3,5 часов с подъемами башки и ебейшими ретрактами.
я уже незнаю что делать, пиздец у меня печаль, я не могу теперь печатать ни н одном из двух принтеров, с утра до ночи пердолю их но результат - кусок говна на выходе.
А еще у эндера шумят движки, а у нового блять рельсы, вся хуйня бесшумные драйверы, но сссука ебучий вентирятор хотэнда шумит сильнее чем все механизмы Эндера.
Кароч пиздец, простите меня пазязя, я незнаю уже где выговориться.
3д печать это прям боль и страдания и постоянные превозмогания этой хуйни, но хуйня на каждом шагу приходит снова и снова.
Сотрю на озоне и вб теперь вообще нет пластиков дешовых.
Как жить то теперь?
Чел, я не он, но твой перфекционизм к сожалению работает только тебе во вред и мешает тебе жить, а эти тупые комерсы — процветают.
Ты на озон и вб зайди, там одни бездари продают печатные изделия которые в руках рассыпаются, а они это делают массово, 100000000 хуевых отзывов не уберегают других слабоумных от покупок этого говна, надеются что а может им повезет и хуево криво напечатанная деталь вдруг для них станет нормальной, пока едет со склада в пвз.
Весь озон, вб завалены изделиями которые рассыпаются в руках, и получается что того еблана которого ты раскритиковал, его как раз нехватает на озоне и вб, ибо все такие как он бездари уже давно там торнуют хуевейшими изделиями, ну серьезно, я вот печатаю для души, и то что я выкидываю в мусорку, это на порядок выше по качеству, чем то чем завалены озоны.
Это мы с тобой тут сидим нам важна прочность детали, качество печати, и вот это вот всё, а всяким хитрожопым мудакам-комерсам, им поебать на это, главное что бы у них товары лежали на складах озона и вб, и поебать что товар не отвечает никаким требованиям и не послужит людям по назначению, по сути это будет просто мусор, но за этот мусор им заплатят, похуй что часть покупателей сделают возврат, а часть просто нахуй не желая идти заморачиваться с возвратом за 150-300₽, так вот за счет этих кто не будет заморачиваться и существуют такие охуевшие комерсы.
Блять базарю, чего только не видел на озоне - темпер для кофе с заполнением 5-10% который у всех развалился в руках, шестеренки с заполнением 0%, рассыпающиеся порожки для гитары, и прочее прочее.
Я сам 2 года печатаю, но не торгую, потому что люблю качество, а любую деталь если сделать качественно с хорошим заполнением и хорошим качеством, у нее будет высокая себестоимость, итоговая стоимость никаким образом не сможет конкурировать с хуевыми поделками которыми все завалено.
Ну вот простой пример -темпер для кофе, в ебучем качестве он рассыпется, в хорошем качестве он будет стоить как хороший металлический.
И так буквально с любыми деталями.
Вот и имеем то что имеем.
Чел, я не он, но твой перфекционизм к сожалению работает только тебе во вред и мешает тебе жить, а эти тупые комерсы — процветают.
Ты на озон и вб зайди, там одни бездари продают печатные изделия которые в руках рассыпаются, а они это делают массово, 100000000 хуевых отзывов не уберегают других слабоумных от покупок этого говна, надеются что а может им повезет и хуево криво напечатанная деталь вдруг для них станет нормальной, пока едет со склада в пвз.
Весь озон, вб завалены изделиями которые рассыпаются в руках, и получается что того еблана которого ты раскритиковал, его как раз нехватает на озоне и вб, ибо все такие как он бездари уже давно там торнуют хуевейшими изделиями, ну серьезно, я вот печатаю для души, и то что я выкидываю в мусорку, это на порядок выше по качеству, чем то чем завалены озоны.
Это мы с тобой тут сидим нам важна прочность детали, качество печати, и вот это вот всё, а всяким хитрожопым мудакам-комерсам, им поебать на это, главное что бы у них товары лежали на складах озона и вб, и поебать что товар не отвечает никаким требованиям и не послужит людям по назначению, по сути это будет просто мусор, но за этот мусор им заплатят, похуй что часть покупателей сделают возврат, а часть просто нахуй не желая идти заморачиваться с возвратом за 150-300₽, так вот за счет этих кто не будет заморачиваться и существуют такие охуевшие комерсы.
Блять базарю, чего только не видел на озоне - темпер для кофе с заполнением 5-10% который у всех развалился в руках, шестеренки с заполнением 0%, рассыпающиеся порожки для гитары, и прочее прочее.
Я сам 2 года печатаю, но не торгую, потому что люблю качество, а любую деталь если сделать качественно с хорошим заполнением и хорошим качеством, у нее будет высокая себестоимость, итоговая стоимость никаким образом не сможет конкурировать с хуевыми поделками которыми все завалено.
Ну вот простой пример -темпер для кофе, в ебучем качестве он рассыпется, в хорошем качестве он будет стоить как хороший металлический.
И так буквально с любыми деталями.
Вот и имеем то что имеем.
И это разумеется абс.
Инфляция. Трясусь в страхе от мыслей что когда-то мой ереван пиздатых цветов кончится
Да поебать, главное пока есть дешевый петг успеть напечатать себе йобу для переработки баклажек в нить для 3д принтера, лол.
Судя по аппетитам охуевших продавцов, скоро так и будем делать.
>а эти тупые комерсы — процветают.
Печать типовых деталек - шестеренки там всякие для дворников и мясорубок, автозапчасти, светильники в потолок итд не приносит нихуя. Конкуренция такая что печатать себе в убыток будешь, даже экономя на всем. И это на лохито. На озоне еще хуже из-за комисиий.
Туда даже свои собственные детали выкладывать себе дороже. Ибо тупые школьники увидят что есть хоть какой то спрос, купят детальку и сделают с нее копию даже не протестировав и заруинят тебе все продажи. Уж лучше вообще не заикаться о 3д печати, стыдно это стало. Пишите ремонт, запчасть неоригинал но ни слова о печати.


В рот ебал эти профили, если что-то модифицируешь в принтере то орка не даст тебе это печатать потому что в профиле зашито иначе.
Или если орка считает что твоим принтером нельзя печатать TPU например, то хуй ты его туда добавишь, будешь настраивать себе резиновый PLA и печатать им.
Даже блять сопло не перекрутить.
Указывай лучше всего дефолтный принтер чтобы ничего из настроек не блокировалось.
Ляя, анончик, спасибо конечно, но у меня Aquila D1, но на рельсах и с директом, а этот смотрю с боуденом. Но ознакомлюсь с данным слайсером, ибо последние версии прюши это пизцец, а моя старая 7.0.1. что-то стала дико тормозить, раньше за 1 сек нарезало, а сейчас блять по минуте жду.
Да я уже все настройки прюши 100500 раз переворошил, уже неделю ебусь, но максимум чего я достиг это качества 2-3/10
Сегодня я просто забил на Aquila и просто на Эндере печатаю. У Aquila у меня сегодня ну ни в какую не хочет липнуть первый слой на pei пластину, до 80 столик грел, нихуя без клея не приклеивается, а мазать эту шершавую хуйню, на это целый карандаш уйдет.
Я просто взял намазал слекло эндера тонким слоем клея, и без нгрева стола вот уже 5й час печати идет без отрыва, еще полчаса и сниму модель (для себя кое что крафчу).
У Эндера 3, периметры буквально не спекаются между собой, получаются тонкие стенки которые отслаиваются.
Возможно ли такое из-за разности скорости печати периметров и внешних периметров?
Получается слишком большое расстояние между линиями.
Как это фиксить?
у меня это обычный Ендер со стоковой прошивкой, без всяких ЛА.
кароч нашел инфу что это возможно из-за кратности диаметра сопла и кол-ва слоев, хз, не уверен конечно, у меня 2 периметра по 0,6 ширина слоя, получается 0,4*2=0,8 а у меня толщина стенки получается 1,2 мм, так что хз в чем причина, калибровки осей я хз как делать не смог найти, калибровку потока я делал.
Предлгаемое простое решение - уменьшить диаметр сопла в настройках.
Что прочитал то и написал, если честно я сам всю ночь перечитывал эту хуйню 100500 раз.
Ну ладно я новичок в 3д печати, но ты? Тебе бы да не знать об этих ньюансах.
У тебя что, айкью еще меньше моих 30?
Я вроде и то немного понял, грубо говоря такой эффект возникает если допустим ты ставишь на сопле 0,4 толщину стенки 1,6 и 4 периметра, получится что 1 проход - 1 слой периметра, и если нет переэкструзии то будет расстояние между слоями, и будет ложить ровно по 0,4 без захода на соседний слой, понимаешь?
А у меня например и так поток стоит 0,9, тоесть экструзия чуть уменьшена, что,бы из сопла меньше текло.
Заебись ты доебался конечно, лучше бы помог хорошим советом, а не вот этой во пустой хуйней-болтовнёй. Что как бы охарактеризовывает тебя как мудака-мозгоёба.


>меня 2 периметра по 0,6 ширина слоя, получается 0,42=0,8 а у меня толщина стенки получается 1,2 мм
Каким советом, у тебя написано, что стоит 0,6 ширина линии, потом ты считаешь зачем-то 0,42, потом удивляешься стенке 1,2 из двух линий, что и должно получаться при ширине одной в 0,6, какой совет я должен дать, если у тебя нихуя не понятно что ты сказать пытаешься, а тем более что ты там с несчастным принтером делаешь.


>какой совет я должен дать, если у тебя нихуя не понятно что ты сказать пытаешься
ты просто пропустил нить разговора
>>76166
>У Эндера 3, периметры буквально не спекаются между собой, получаются тонкие стенки которые отслаиваются.
А дальше размышляю где нашел предполагаемую проблему, в которой ты напутал все цифры и всю суть.
Кароч проехали, просто уменьшил диаметр сопла в настройках.
Так они наборами и продаются. Так и бери, не угадаешь заранее.
М3 самые ходовые винты, чем длиннее тем лучше в целом.
Магниты у меня 10х3 самыми не бесполезными оказались но не для 3д печати
> купить что-то среднего уровня
Не купить. На алике есть CNCxxyy но они все требуют переделок капитальных после которых останется 1-2 оригинальных детали.
Говорю не с пустого места, а как владелец бывшего cnc3018
Можно взять алюминиевый cnc3018, освоить на нём софт и что как двигается, спроектировать свой по образу и подобию на швп и рельсах, сложные детали в начале можно сделать печатными. Выйдет 50к в эквиваленте прошлогодних вечно деревянных.
Ну и ютаб шерсти, инфы предостаточно
https://www.youtube.com/@CNC_Technology
https://www.youtube.com/@proplab
https://t.me/cnc3018
Готовься что в чпу одни деды и петровичи, это тебе не 3д печать с смузи и подворотами
Спасибо, бро, поизучаю.
скачал с гитхаба ночную сборку пиздец.
расширенный режим включен если что.
Не пользовался, но разве не похуй? Это же константа уровня SET_PRESSURE_ADVANCE в стартовом гкоде
туплю, нашел, спасеба двач.
У меня параноя что соседи услышат будут выебываться.
Эх а так хочется попечатать ночью.
Ты в какой халупе живёшь с такой слышимостью, что тебя это беспокоит?
Мимо печатаю на одновом принтаке с пиликающими A4988. Его даже из соседней комнаты нихуя не слышно. Правда я ему закрытый корпус сделал.
 339 Кб, 444x994
339 Кб, 444x994Из минусов сохнет долго шо пиздец (через пару дней в месте разрыва видно что сухо и нет реакции на нагрев феном, до этого есть). Основное вещество дихлорметан
>>76254
Спасибо, чекнул, потом как нибудь посмотрю какие драйверы стоят в блоке управления, и может запердолю, хз. Это эндер.
А вот Аквилу этим не исправишь. У него драйвера тихие, но там пиздюшный вентилятор который охлаждает хот-энд, вот он один шумит как все движки и вентили эндера.
>>76255
>Ты в какой халупе живёшь с такой слышимостью, что тебя это беспокоит?
Обычные панельки которым около 40 лет, ночью прекрасно слышно всё что у соседей происходит. У кого радио-телек пиздит всё слышно.
Думаю мой шум точно будет слышно, я просто не люблю людям беспокойства доставлять. Ну я могу на аквиле часов до 12 попечатать, но потом выключаю.
Ну так и замени этот вентилятор тогда.
Можешь один в один замену взять, но лучше поставить побольше, принтер то у етбя есть чтобы новую голову сделать.
Если там ебучие 24В, то с выборором печально, лучше переведи на 12В.
А есть подобный лайфхак для пвх?
 77 Кб, 2015x365
77 Кб, 2015x365>Из минусов сохнет долго шо пиздец
Да да, больше же минусов то нет, продолжай юзать! Диды в СССР модельки клеили и ничего до 90 лет жили!
Кароче хотел спросить, они перебрендились и стали "Пластикофф", пластик стал чуть дороже.
Скажите пожалуйста, кто его юзает, он такой же как был "Некрасовский Полимеръ", или у них какая-то новая формула стала?
 385 Кб, 1536x2040
385 Кб, 1536x2040> квест не для слабонервных.
С настройками от еревана нормально печатается, только ощущение что пруток тоньше на сотки. Но это единственная катушка которую хз когда покупал
принтер обычно высокими частотами шумит, их стены отсекают хорошо. вот будь у тебя басовый принтер, то для него пришлось бы подвесную комнату городить
ко мне не приходили соседи, но у меня всем похуй на все в доме, у нас даже чата нет
>у нас даже чата нет
У нас есть, но меня нет в этом чате, соседи заебали спрашивать, я просто говорю нет меня в ваших чатах нахуй мне ваш ебаный чат я что позож на старую сплетницу?
А мог бы весь дом в /bратство обратить.
Одну деталь сам скрафтил, за год 1 продажа за 200₽, тупо копировать то что другие смоделлили мне как то совесть не позволяет, да и не люблю я так вслепую продавать неведомые детали которые я не могу проверить в деле, да и все бесплатные модели уже каждый школьник напечатал и выложил на авито.
Делал одну хуевину - инструмент, но оно очень узкоспецифичное изделие, и я пока на эндере его пытался напечатать, он мне на 5м часу печати начинал выдавать хуйню и запарывать печать, в итоге я просто кило хорошего китайпластика отправил в мусорку.
Есть в разработке еще одно довольно дорогое и сложное комплексное устройство, там не только 3д печать, но оно тоже очень узконаправленное, все мои поделки кароче потенциально могут продасться как я понял ~1 раз в год.
Делать 3д печать на заказ для мозгоебов - чето вангую что приобрету себе отборнейшую мозгоеблю, при этом за копейки, и скорей всего может даже в минус себе, этот вариант я отмел.
На вб озонах торгуют разной хуйней с тингиверса все кому не лень, и слово 3д печать тем пссоциируется со словами "отборнейшее рассыпающееся гавно".
Мудрые анончики, дайте совет чтоли, я в прокрастинации сижу без работы, незнаю чем заняться, долгов 200к, постоянно уже думаю о выпиле, но напоследочек хочется что нибудь предпринять.
 41 Кб, 822x901
41 Кб, 822x901> постоянно уже думаю о выпиле, но напоследочек хочется что нибудь предпринять.
При чем тут 3д печать?
Тебе бы к доктору сходить провериться с такой шизой, что ты тут понаписал. Ищи и печатай популярные лоты и продавай на озоне-авито и если ты такой жалостливый и не хочешь копировать чужое, то бизнес это не твое, за 5 часов невозможно использовать 1кг пластика даже близко, ты просто пиздабол. Короче пиздуй ка лесом.
>за 5 часов невозможно использовать 1кг пластика даже близко
Так я не за 5 часов 1 кило истратил, а за несколько печатей, это в общем я говорю что не пошла деталь и на 5 часу всегда выдавало гемор - то пробка, то слои верхние не прилипают, и такая ебля была на протяжении 1 кг пластика который я истратил и в итоге нихуя не напечатал изделие на продажу.
Ладно извините, просто я незнаю что мне делать, я в лютой жопе.
Забей на мораль и печатай популярное, бузнес это не хобби где ты получаешь удовольствие, бизнес это вообще не про удовольствие и душевный комфорт. Создавай фирму раскручивайся, ищи заказы, продавай, а как ты хотел, это дело труднее чем работать на дядю включая только одну извилину на рабочем месте. Но тут аноны писали, что если делать детали качественными, то они не смогут конкурировать по себистоимости с рассыпающимся говном с онлайн маркетов.
Ну и принтер купи нормальный сразу, либо настраивай свой, читай ТГ и сайты, гоняй его на тестовых деталях, дорабатывай. Но я бы советовал этот выкинуть к хуям и купить нормальный, который не требует существенных доработок Бамбулаб ПС1 или Qidi Q1 Pro, первый на авито, второй на алике.
Пластикофф более похож на нормальный материал, работать с ним можно
Квидик сейчас по 44-45, текущий я ну максимум может за 20-22 из-за апгрейдов смогу толкнуть.
Сижу на толчке думаю
Покупай сразу бамбулаб ПС1 с амс, смотришь вот так модели на мейкер ворлд и дико охота многоцветную печать, хоть она и ведет к дикому расходу платстика и используется не всегда, но очень хочется, чтобы детали были сразу многоцветными без ебли с идеями как в деталь сделать это включение через вставки или разбивку модели на части.
Ты предлагаешь брать принтак в 3 раза дороже при этом променять активную камеру на амс?
 450 Кб, 850x1159
450 Кб, 850x1159Камон, написал же что ТОЛЬКО техничку печатаю и даже готов пожертвовать супер мягкими тпу в пользу активной термокамеры.
Если именно тебе хочется многоцветную печать то почему сам просто не возьмёшь его?
Бери QIDI, отличный выбор, только потом не ной, что с появлением нового принтера захотелось попечатать что-то кроме технички, а АМС нет.
 22 Кб, 754x140
22 Кб, 754x140Прошивка там на сколько знаю анално не огорожена и если прям припрёт то могу и сам написать программную прослойку для работы с какой либо из систем.
Текущий уже 3 года в эксплуатации и как то не захотелось

 201 Кб, 1600x1200
201 Кб, 1600x1200Пруток застрял в экструдере и его не получилось достать. Надо будет снимать всю голову и смотреть что к чему...
Ебучая макакаба сожрала пол сообщения.
Я вопрошал, в каком петушином углу теперь обитают чпу-лошки?
 265 Кб, 1144x560
265 Кб, 1144x560Купи сразу магнитный контакт для проводов вентилятора головы, крышка головы бывает слетает, провода оголяются, коротят и голова умирает. И вентилятор охлаждать голову, а то в активной термокамере контролеры головы греются оче сильно.
Все это и многое другое есть в ТГ каналах по QIDI.
Уже микропробер заказал что бы вообще скинуть заднюю крышку и радиаторов туда налепить + судя по видикам сорокина не каждый пластик дефолтной чистилкой счищается с сопла что тоже должно микропробером фиксануться
Всм взял пластикофф с вб за 730
"Домашний" там будет с ебанись какой натяжкой. Шумно, грязно, хуйня которая в какой-то квалитет может ебических размеров и массы.
 256 Кб, 1920x2560
256 Кб, 1920x2560Бумп.
Что, неужели с таким никто не сталкивался?
Застрял на этом этапе: https://help.prusa3d.com/guide/how-to-replace-a-hotend-ptfe-tube-mk3s-mk3s-mk2-5s-mmu2s_21664#21984
На счёт выбора трубки - вопрос актуален :-(
Норм пластик. Станков для тестирования образцов у меня нет, по ощущениям если ереван просто резко лопнет, то этот более вязкий и упругий.
 67 Кб, 1000x582
67 Кб, 1000x582>Неужели не подходит кусок дефолтной трубки? Диаметры стандартные
Ну, представь себе, чётко с диаметром 1.85мм я не нашёл. Если с таким диаметром - это дефолт, то кинь, плез, ссылку где купил.
Я смотрю на каком-нибудь озоне - где может побыстрее приехать, а там 1.9мм и то я думаю, что там 2мм.
Я их, блядь, не каждый день меняю и перебираю принтер по сто раз, чтобы знать - дефолт это или нет.
Лол, их и в правду кто во что горазд. Тогда не ебу у меня древний затар с алика с внутренним 1,73-1,76
Нашел на алике чья она. Это трубка от треугольников (trianglelab ptfe), указано что 1.9, но на деле хвостовик сверла 1.91 лезет туда с усилием
ЧатГПТ советует почистить термобарьер таким макаром: загнать туды филамент на максимальной температуре, охладить траханье до 90 градусов и дёрнуть пса за очко филамент вместе с грязью.
Наколько вообще здравая идея?
>>76700
Попробуй, всяко лучше чем сразу совать иглы в сопло. Чем ты его так засрал?

Печатал большую ёбу, на 15см перестало давать пластик, сначала грешил на экструдер, но потом залез в термобарьер, а там ажно поплавило трубку, хотя печатал на 210/70
Вроде нашёл похожее: https://www.ozon.ru/product/ftoroplastovaya-trubka-ptfe-4x1-9-mm-dlya-3d-printerov-1-m-1307924227/
Закажу.
 263 Кб, 1343x1422
263 Кб, 1343x1422В китай нужно валить. Там этот чидик по 29к
Пчел, я не знаю. Если бы было написано: "Да похуй, ставьте любую." Поставил бы. А так - указаны конкретные размеры, которых, по моему мнению, надо придерживаться. Другое дело, что трубку с указанными размерами не найти.
Возможно, кто-то более опытный бы пояснил, но все молчат...
В трубке с диаметром 1.85 может застрять какой-нибудь кривой филамент, с 2мм такого точно не случится. С 2мм могут ретракты гулять, если у тебя боуден, но это не тот случай.
Бери обычную 4х2, тем более внешний диаметр одинаков, Джозеф Пруса там совсем ебанулся со своими сотками. Все печатают на 4х2 и не жалуются, печать идет и только Джозеф повыебыватся решил.
>1.85 может застрять какой-нибудь кривой филамент
Это должен быть самый парашный филамент если у него отклонение в 1мм, такой даже если специально искать вряд ли найдешь.
0.1 вообще-то. Плюс зазубрины от экструдера, плюс температурное расширение возле хотенда. Нравится постоянно разбирать хотенд - ради бога.
Нет, не пользовался, но читал подобные истории, когда каприкорн только появился. Минусов гораздо больше, чем плюсов.
https://3dprintboard.com/showthread.php?49115-New-Capricorn-bowden-tube-clogged
 108 Кб, 692x633
108 Кб, 692x633Все обгуглил, не могу найти пираченную модель эту, может есть какие-то нижние ресурсы, где можно найти? 75 баксов как-то дохуя...
Если тебе эта башня так нужна - нарисуй сам. Модель геометрически довольно простая, хороший повод потренировать навыки program_name. И продать потом за 30 баксов.
 42 Кб, 500x571
42 Кб, 500x571


>высокая детализация
Все эти мелкие детали принтер не пропечатает, но на это можно забить, получится просто цилиндр. Проблема в том, что у башни непонятная внутренняя структура, это вообще может оказаться не телом с толщиной и заполнением, не знаю как это правильно назвать, короче она может быть в принципе непригодной для печати.
Открывай КАД и рисуй сам, такую простую модель можно в КАДе сделать изи.
Всё вроде и работает и даже стандартный 18мин бенчи не очень всратый, но не покаидает чувство что всё как то ЕБАНО сделано
Из того что бросилось в глаза сразу
- чистилка сопла - инфернальный пиздец
- вертушка на бп не выключается когда нет нагрузки
- лист пеи с обоих сторон рельефный
- подсветка на трочку и моргает
- при калибровке шейперов отстрелила крышка с обдувом на голове
- габариты/дизайн
В принципе я знал что он ебаненький, но оказалось что чуть больше. Не то что бы расстроился, но попердолиться придётся. АБСом пока не печатал, может ещё что вылезет
> Наколько вообще здравая идея?
Этой идее сто лет в обед (гуглить по словам "atomic pull" и "cold pull"). Помогает, но не всегда.
 59 Кб, 1024x768
59 Кб, 1024x768Лично моё мнение - в рот его ебать эти тефлоновые трубки.
Поставил себе пикрелейтед, все проблемы ушли вообще, нихуя нигде не застревает. Только что отстрелял катушку ПЕТГ, сваренную из огрызков старых катушек. Филаменты старые, грязные, от разные производителей, хуй знает сколько лет им, точки сваривания кривые-косые. И ничего, прожевало. Биметалл - лучшее, что есть среди термобарьеров.
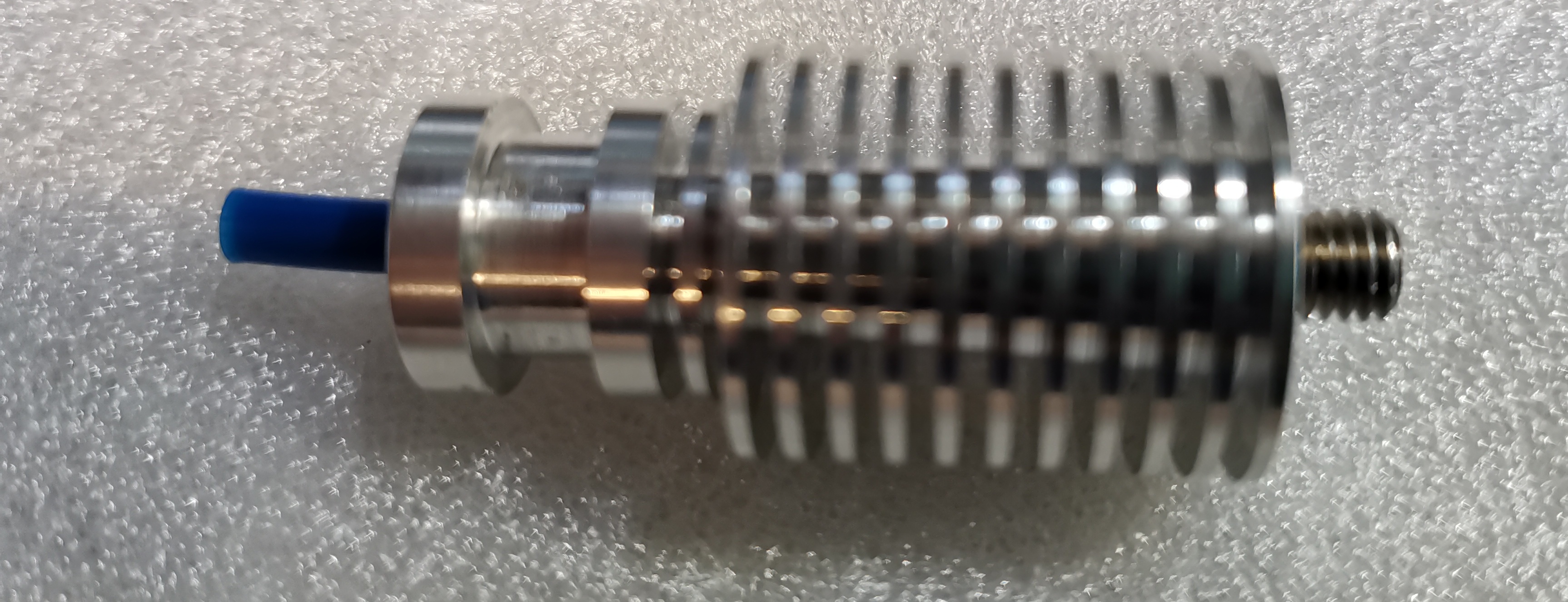

Разобрался экструдер по ёбаному: нагрел сопло - отвинтил его пока горячее; подождал, пока остынет - вытащил радиатор и всё остальное.
Блок с нагревателем и термопарой как-то сам открутился, а термобарьер остался внутри радиатора. Попробовал выкрутить его за резьбу, обмотав толстой тканью - не получилось.
Хотя, вроде, должно быть наоборот - термобарьер должен выкручиваться с радиатора...
Конец термобраьера был забит пластиком - слегка счистил его дремелем и бор-фрезой.
 115 Кб, 629x711
115 Кб, 629x711upd: собрал всё в кучу. Трубка встала как влитая. Откалибровал принтак и я снова в деле.
Всем, кто высказал хоть что-то дельное - спасибо за помощь.
 453 Кб, 1000x1000
453 Кб, 1000x1000У меня эндер3 самой первой версии и мне его полностью хватало, печатаю редко. Но у него по мелочи что-то ломалось всё время, а сегодня бп сдох.
Хочу какой-то закрытого типа, не дрыгу.
Подскажите пару моделей, плез, несколько лет не следил за рынком.
Ну это рекламная параша с рефералочками.
В любом случае спасибо, гляну что там сейчас в моде вообще.
Так просто купи БП и все если принтер устраивает.
https://aliexpress.ru/item/1005008627996531.html
Не, я давно хочу поменять на закрытый, более быстрый и с мощным нагревом, просто повода не было как-то.
С креалити всё понятно. но тут куча новых брендов, QIDI какие-то хуй проссышь, изучаю вот.
А бп я попробую починить(там какой-то нонейм-кал, не минвелл даже) и толкну своё говно на авите.



1. Шестерни экструдера новые
2. Поток откалиброван
3. Pid калибровка сделана
4. На оси z антилюфтовая гайка
5. Сопло свежее
6. Термистор и нагревательный новые
7. Скорости небольшие.
Куда ещё копать?
Одиночный цилиндр, лучше не много получается чем два, что это значит?
Понизил скорость внешних периметров до 20мм/с. Есть улучшение качества, но все равно имеется. Да и на такой скорости дороговато.
С виду полосы на двух цилиндрах в 2 раза чаще идут. Попробуй замер штангенциркулем сделать.
С чем связано хз, но выглядит что полосы зависят от количества выдавленного филамента?
Ну есть такая мысль, но вроде все новое и крайне исправное.
Попробую попечатать на других высотах слоя. Поиграть температурой. Ну и снова отсушить филамент.
Перед печатью можешь скорости парковки и прочие поменять что бы резонансы не ловить.
Можешь ножки из тпу фдпласт (хз какой он по жёсткости) попробовать напечатать
 1,7 Мб, 960x1280
1,7 Мб, 960x1280>Перед печатью можешь скорости парковки и прочие поменять что бы резонансы не ловить.
Но это и на скорость печати повлияет, не хотелось бы. Непосредственно при печати уровень шума приемлемый, максимальный шум в начале при одной из калибровок (хз какой именно, не успел прочитать), там звук как будто принтер взлететь готовится.
У меня бамбулаб А1.
Смешная картинка как он нагадил на крышку унитаза.
> бамбулаб
Тогда только терпеть. Говорил на опыте от квидика который резонансит при хоуминге и достаточно скорость парковки поменять
> Там вибрация не от резонанса а просто от факта быстрых перемещений головы.
У меня были резонансы при медленном паркинге. Калибратор шейперов в т.ч. показывает что где-то внизу есть пик. Речь изначально шла о двух разных проблемах
Видел у одного штриха с ютуба, как тот подложил под принтер массивную бетонную плитку тротуарную, предположительно
Anycubic i3 Mega за 120
Anycubic Kobra за 85
Anycubic Vyper за 70
Creality CR-20 за 80
Creality Ender 3 V2 за 120
XYZ Da Vinci Mini w кросивое за 90
MP Select Mini за 60
В смысле, потоки регулировать, шаги там какие нибудь, калибровки хуебровки, теребить клиппер, бочку делать.
Кобры там урезанные в этом, но зато максимум френдли для тех кто и не хочет, по умолчанию не плохо настроено уже.
А кроме этого по возможностям, как я понимаю, они примерно одинаковые ввиду похожей конструкции?
Какие вообще подводные брать бэу? Что у принтеров изнашивается, кроме сопла и узла подачи?
А ещё про Бамбу А1 мини что скажешь? Довольно элегантный и всего за 200€ новый в официальном магазине.
>Бамбу А1 мини
Бери, конечно, если есть возможность и если размеры печати устраивают.
Бамбу это как айфон. Те кто могут себе позволить, покупают и кайфуют без задней мысли. А те кто не могут, покупают какое-нибудь говно, начинают придумывать оправдания и возводят пердолинг в культ.
Понял-принял.
Таки думаю, что 180х180х180мм мне будет нормально для начала, а там посмотрим. Ну и новое муха не сидела всегда приятнее.
А что по пластику, есть разница, какой брать, или любой массовый с Амазона покатит?
>180х180х180мм мне будет нормально для начала
Подумай еще раз, это довольно небольшая область и проапгрейдить ты ее не сможешь, за эти цену дешевле можно QIDI Q1 Pro взять ну или немного докинуть и взять P1S.
Да я уже заказал. У меня, кроме всего прочего, места маловато в квартире. Если уж приспичит что-то большее печатать, буду делать из частей.
С филаментами-то что? Отличаются по качеству?
По пластику не скажу, нужно отзывы читать на странице товара или на других сайтах.
Заказал по катушке PLA+ от Anycubic, Sunlu и Elegoo, короче. У последних двух много продаж и отзывы хорошие.
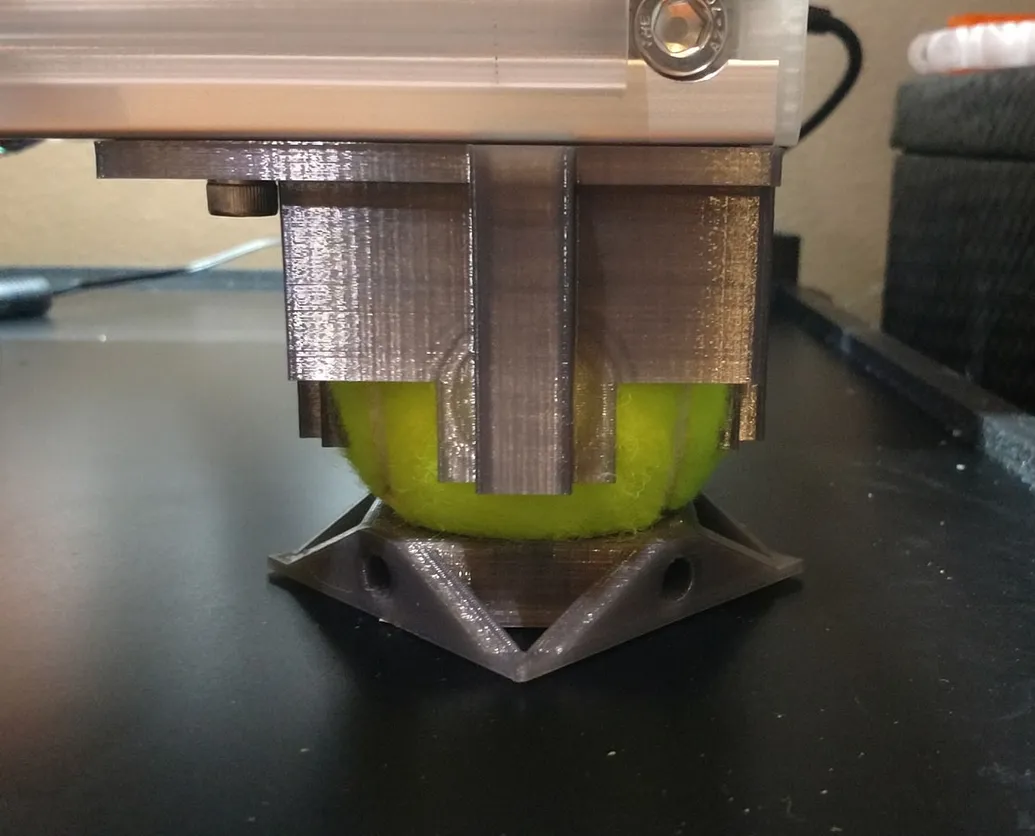 47 Кб, 1035x836
47 Кб, 1035x836>>77450
А если амортизаторы из теннисных мячей сколхозить, по типу такого: https://www.printables.com/model/380464-3030-frame-tennis-ball-feet-vibration-dampener
Чисто умозрительно, от такого вибрация самого принтера увеличится. Если это не страшно, то можно. Но вариант с бетонной плитой лучше.
Нахуй надо что-то изобретать? Возьми подставки под стиральные машинки или втулки для вентиляции. Будет дешевле даже чем самому печатать.
Сильно хочешь решать все проблемы 3д печатью – печатай любые ножки-проrладки из TPU.
Тогда принтер будет колбасить так, что он с этой камеры слетит. Я бы не выпендривался и поставил принтер на тумбочку т.к. из-за постоянной вибрации и огромного веса неизвестно сколько дюбеля в стене выдержат.
>>77624
QIDI Q1 Pro с Али, доставляют со клада в Москве, в других местах перекупы с наценкой.
 580 Кб, 1536x2040
580 Кб, 1536x2040- ввод филамента сверху
- за основу взят конфиг от сорокина с бтт микропробером
- вернул z tilt калибрацию
- добавил возможность переключения spreadcycle<=>stealthchop
- мод на бесшумный бп
- поправил гкод под cold pull
- вынес свисток вверх что бы отвалов не было
Пока только стол не поправил, его винтом скрутило, помогает конечно кмд'шек под угол подсунуть, но это костыль
> cold pull
Не то написал, хз почему в голову попало. Речь о просто возможности смены филамента без прогрева хотенда
Стиралка нужна для гашения вибрации?
Филаменты норм так хранить? Пыль и влажность воздуха им ни по чём?
> влажность воздуха
В квартире слишком сухо. Даже после душа максимум 50%
> Пыль
Проблем не замечено
> Стиралка нужна для гашения вибрации?
Если бы. В студии не то что бы был широкий выбор
Для тех у кого хотя бы 40% есть постоянно? После покупки сушу т.к. он кипит, дальше нормально печатается
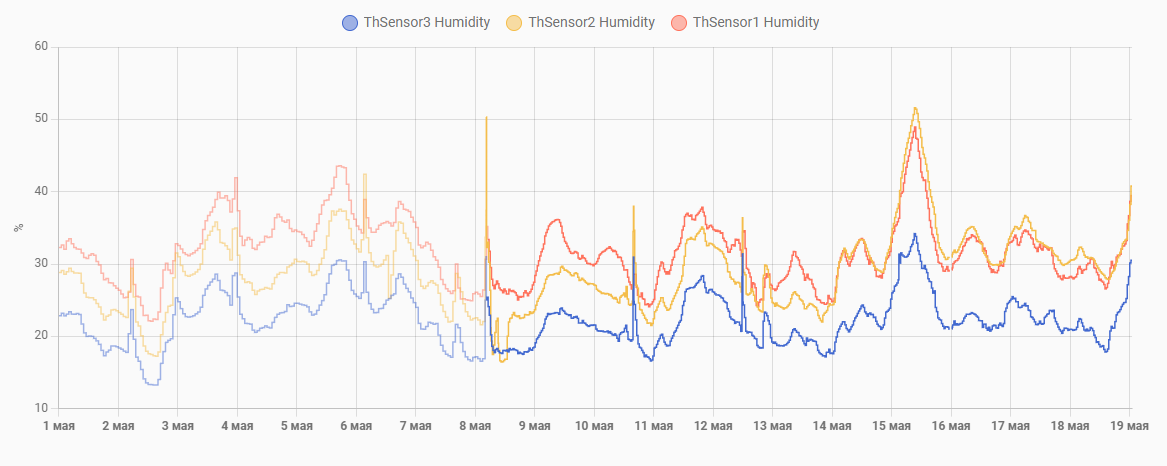
Понятно.
Полез глянуть график своей влажности, оказалось, что в сенсоре в марте батарейка сдохла, лол.
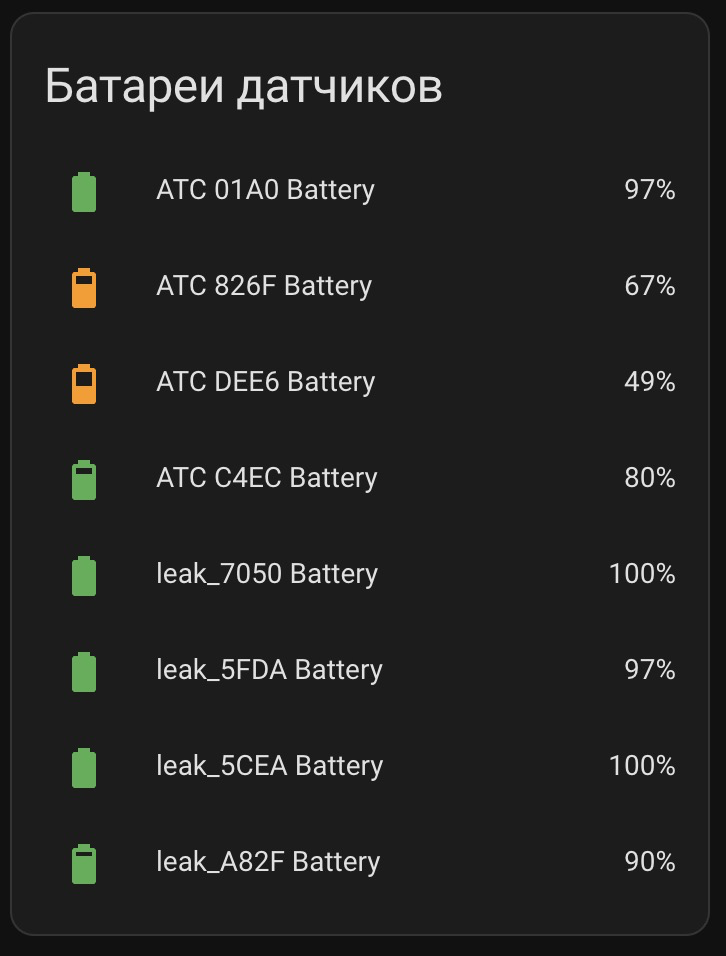 134 Кб, 726x956
134 Кб, 726x956Ты настрой уведомления раз полез.
У некоторых есть свой флаг низкой батареи, всегда можно написать автоматизацию по процентам.
Ага, надо сделать. Вечно забываю.
У меня home assistant + zigbee. Датчики под зигби есть на любой вкус и цвет
 210 Кб, 1033x1280
210 Кб, 1033x1280Выличите, плез, модельку: https://drive.google.com/file/d/1qIzyfWPs0S1mF0_7O38aA8HCRpG3D1sV/view?usp=sharing как описано в ролике: https://www.youtube.com/watch?v=NF2LljU3W1M
В бесплатной версии не получается дочистить поверхности от сраных треугольников.
Храню в комплектном зип-пакете с силикагелем в родной коробке. В сарайчике мастерской 70-90% влажности по китайскому влагомеру.
В родных коробках в пакетах, так компактнее.
Ага. Мой обычную то смолу 8 секунд на слой запекает, а выжигаемую придется все 25-30, от деталей ничего не останется.
Про обычный Моно пишут, что там с засветами проблемы и по сути он примерно как 4К печатает, а не 10К. Но мне сейчас и 2К вроде норм. Короче хз, вроде не очень большая разница, а вроде и переплачивать не хочется.
Уже приехал, уже пробую, прикольно.
 554 Кб, mp4,
554 Кб, mp4,640x480, 0:02
АБС с термокамерой просто имба. Будто ПЛА печтаю.
Пару раз даже приходил забирать с пылу с жару, беру отпечатанную деталь, а она почти не держится на базе и при печати ничего не задрало
Обдув в голову поставил? Контроллеры при в термокамере сильно греются.
>и при печати ничего не задрало
У меня задирало, когда печатал вот это, с нескольких попыток напечатал и то края задрало даже в успешной.
https://makerworld.com/en/models/387698-filament-dust-filter#profileId-288299
Не проверял. Там есть опция "LAN-Only", но пока не трогал.
Распечатываю сейчас мыльницу, выбрал прямо в их приложении в телефоне, даже комп не включал. Чудеса, да и только.
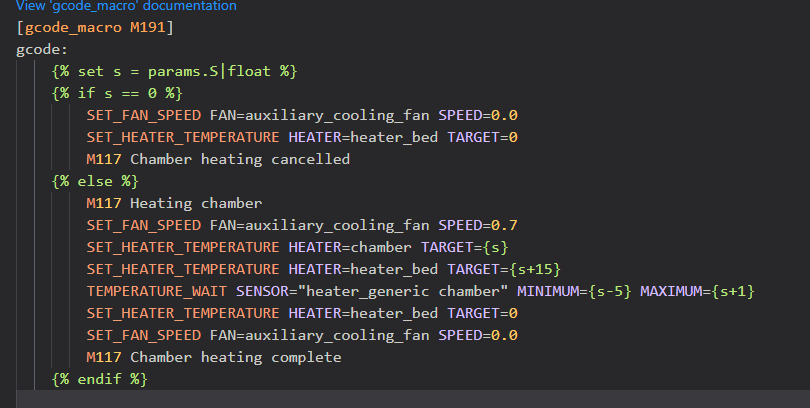
> Обдув в голову поставил?
Нет, просто корпус сзади головы убрал
> Контроллеры при в термокамере сильно греются
80 в голове когда в камере 65. Если греть до 60 то в голове 75
Греется всё это дело до 65 просто ужасно долго, но у меня и настройки думаю очень жёсткие при которых камера честно прогревается перед печатью
На видике печатал 3 копии с скоростями 60, 80, 100. Потом ломал их прикладывая нагрузку по 3 точкам, один раз прикрывал рукой и отлетело так что кожу до крови разодрало.
Ради интереса заказал тензодатчик на 100кг что бы уже им нормально замерять
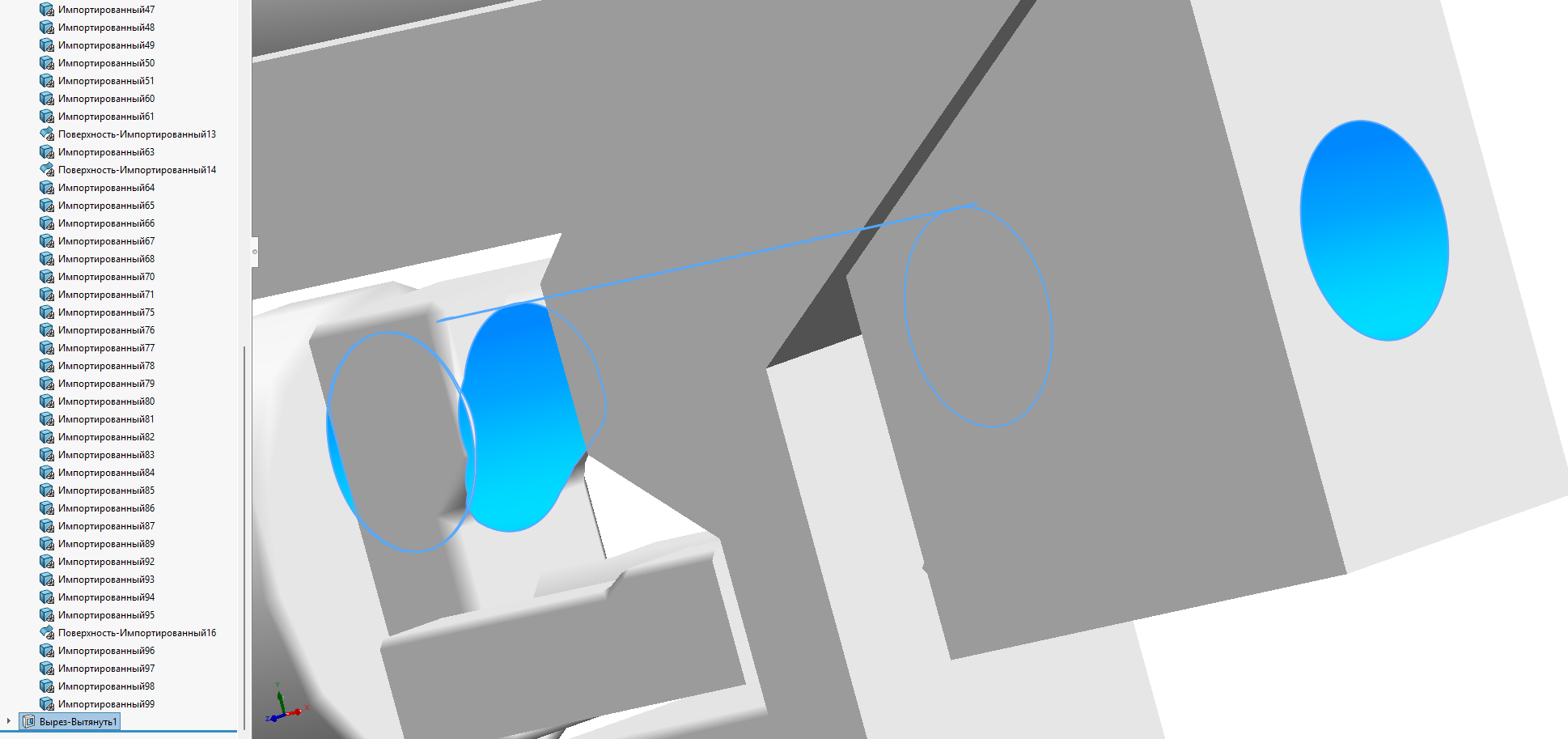
Я попытался во Freecad закинуть корпус, он там одной целой деталью виден, как к элементам доступ получить не понял пока.
>Я конечно за опенсорс, но это уже перебор
Можно во Fusion 360. Но бесплатная версия не сделает из стл полностью правильное твёрдое тело - останутся треугольники кое-где.
Плоскости, пригодные под эскизы и фичи, сделает.
Через боль и унижение: https://www.youtube.com/watch?v=4kQ2nATx8so
Ну или «create shape from mech» в Part и дальше ебаться с получившимся набором треугольников.
Компас может импортировать stl. Потом этот набор треугольников можно преобразовать в твердое тело, но без истории построений естественно. Ну а далее заклеивать не нужные дырочки и выдавливать нужные
Не трать время на говно просто потому, что оно бесплатное. Ставь Inventor или SolidWorks, первый ставится намного проще. Тебе для 3д принтера просто за глаза их хватит.
>А что из них перспективнее ракатьизучать в целом для отрасли?
Все они используются в отрасли, не от отрасли зависит, а от фирмы. Все КАДы в сути своей одинаковые, освоишь один в другом разберешься уже намного быстрее.
Я вот почитал про и контра, все претензии, в основном, сводятся к некрасивому не вполне интуитивному интерфейсу и кое-каким недоработкам. Но есть и дохуя людей с опытом, которые утверждают, что всё супер.
Попробую и там и там.
В общем случае ничем, stl это не формат для редактирования. Как в жипеге шрифты не поменять, так и в stl ничего не изменить. Не, ну, можно конечно, но получится говно, либо работы столько же сколько переделать с нуля.
Дырку просверлить ещё допустим можно, это прям в слайсере даже можно сделать: Рисуешь цилиндр и вычитаешь. Это примерно и есть предел безболезненных модификаций готовых моделей.
Так после опыта и супер.
Как первый кад ты его не осилишь. Нажрёшься говна в автодеске – тогда приходи во фрикад.
Просто stl нужно править в программе, которая для этого предназначена - например, блендер. Блендер + любой кад = имба для любых задач в 3д.
мимо правил кучу чужих моделей в блендере
Кек.
Сглаживание выключи(smooth shading). Ну и блендер тоже изучать надо, как и кад любой.
Инпут шейпинг и ускорения связаны и ставятся вместе.
Смотри configuration reference в доке клиппера
Принял, спасибо.
А подскажи ещё по хардварной модификации принтера. Я тут хочу угореть и обмазать его вот этим китом с рельсами линейными и локтями укрепляющими, для осей всех трёх будет стоить 20к с доставкой.
https://strong3d.myshopify.com/products/x-y-linear-rails-for-creality-ender3-s1-plus-3d-printer?variant=50257294688559
Стоит вообще в это лезть, или проще хуй забить? На реддите пишут что в скорости узкое место это ремни эти, да и вибрация с хождением кровати печатной тоже частично из-за них.
У меня его нет, но был 5 медведь который я перепиливал вдоль и поперек на 1-2 его цены, а сейчас хз как его сбагрить после того как купил квидик за 44к который качественно лучше старого корабля Тесея.
К тому что взвесь стоит ли в него такие бабки вкладывать с неизвестным результатом?
Ну да, у меня похожие мысли. Но руки-то чешутся, мне этим делом заниматься в прикол.
Подумаю ещё в общем, спасибо.
 830 Кб, 1080x1054
830 Кб, 1080x1054Суппортов для висячих участков нет, например. Или к столу не прилипло.
Что-то пошло не так, оторвалась деталь, не пропечаталась часть детали и принтер начал печатать в пустоту. В каждом случае чтобы понять что случилось нужно следить за процессом.
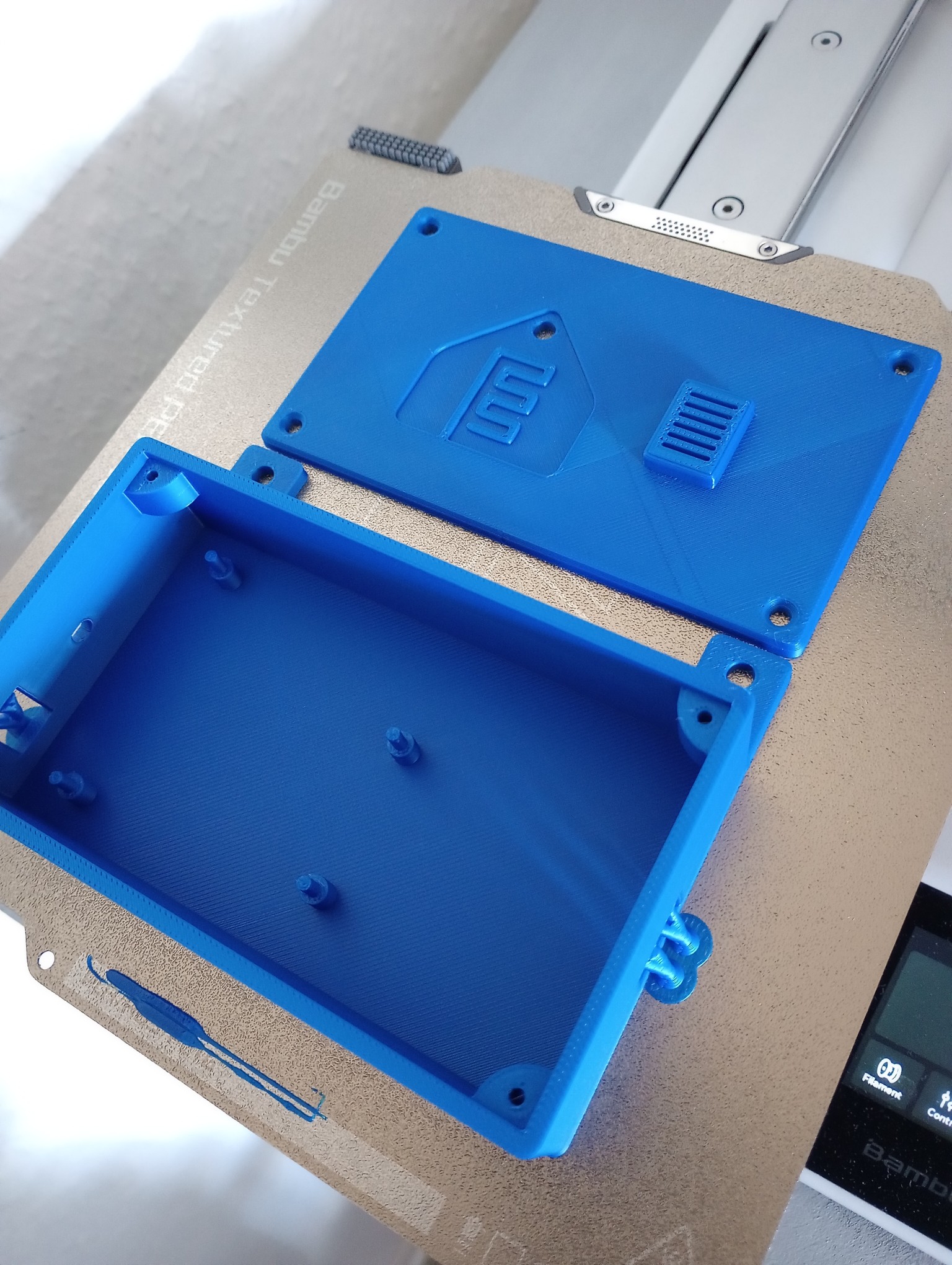 611 Кб, 1536x2040
611 Кб, 1536x2040Для первого раза, думаю, неплохо.
Да вообще заебись, тоже хочу так уметь, а то только готовые хуёвины печатаю и дремелем довожу. Ты молодец анон.
Молодец-то, молодец, а проебался с положением подпорок по Х, про толщину стенки забыл. Придется их срубить и напечатать эрзац-подпорки.
 893 Кб, 1344x2992
893 Кб, 1344x2992Пересел на инвентор после фрикада и словно выпил холодной воды в жаркой пустыне. Как можно сделать настолько хуёвый софт как фрикад?
Всё по заветам GNU Open Source. GIMP тоже лет 15 допиливают.
С другой стороны, работает, денег не просит, хули жаловаться.
Допустим, я печатал панельку с квадратными отверстиями под клавиши 18х18мм, а получились в итоге 17х17 с копейками. Сейчас перепечатаю с 19х19, допустим, но хотелось бы как-то лучше понимать происходящее.
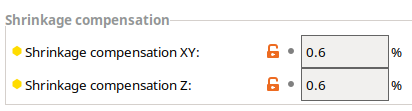 11 Кб, 412x111
11 Кб, 412x111Печатать тестовую модель, лучше на всю площадь стола, замерять что получилось и вносить коэффициенты в слайсер.
Ок, попробую.
А вообще, при печати ширина намазываемого слоя учитывается автоматически слайсером, или он хуярит просто с учётом теоретического диаметра сопла?
Тип и производитель пластика, температура в камере. Если говорить о мелких отверстиях то тут влияет вообще все ибо зазор даже в 0.1мм уже критичен.
Глобально для абс в камере ставь масштаб 99.4, а дальше только подгонять.
Ну и делай зазоры побольше везде где они не критичны.
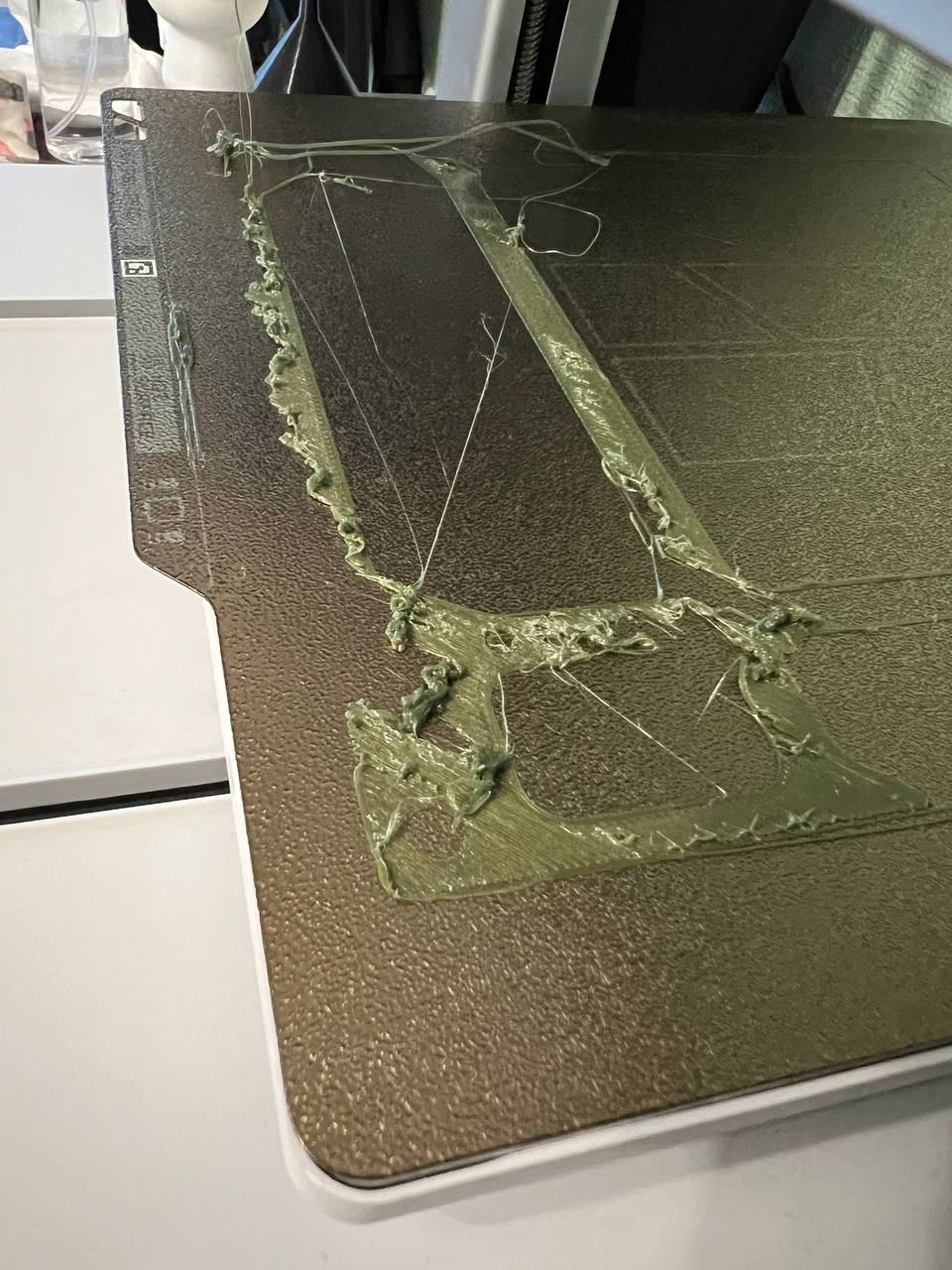 2 Мб, 960x1280
2 Мб, 960x1280Я мою, как обычно спиртом протер перед печатью.
Нагрей хотенд, пропусти 5-10мм, тут же убери соплю, смотри кипит ли филамент в хотенде (будет попукивать из сопла)
Нет, нужна конвекция воздуха.
Глянь на ютубе, как люди сушат. Можно еще сушилку для овощей заколхозить под это.
Но лучше всего купить сушилку для филамента, они совсем не дорогие.
Силикагель вовсе не волшебная палочка, когда влажность вокруг низкая, то силикагель начинает выделять накопленную влагу, грубо говоря если филамент после сушилки совсем сухой и его закинуть в пакет с силикагелем, то силикагель выделит воду, чтобы компенсировать слишком пиздатую сухость филамента воздуха в пакете который стал сухим из-за свежевысушенного филамента.
Ну силикагель сначала в духовке просушить естественно.
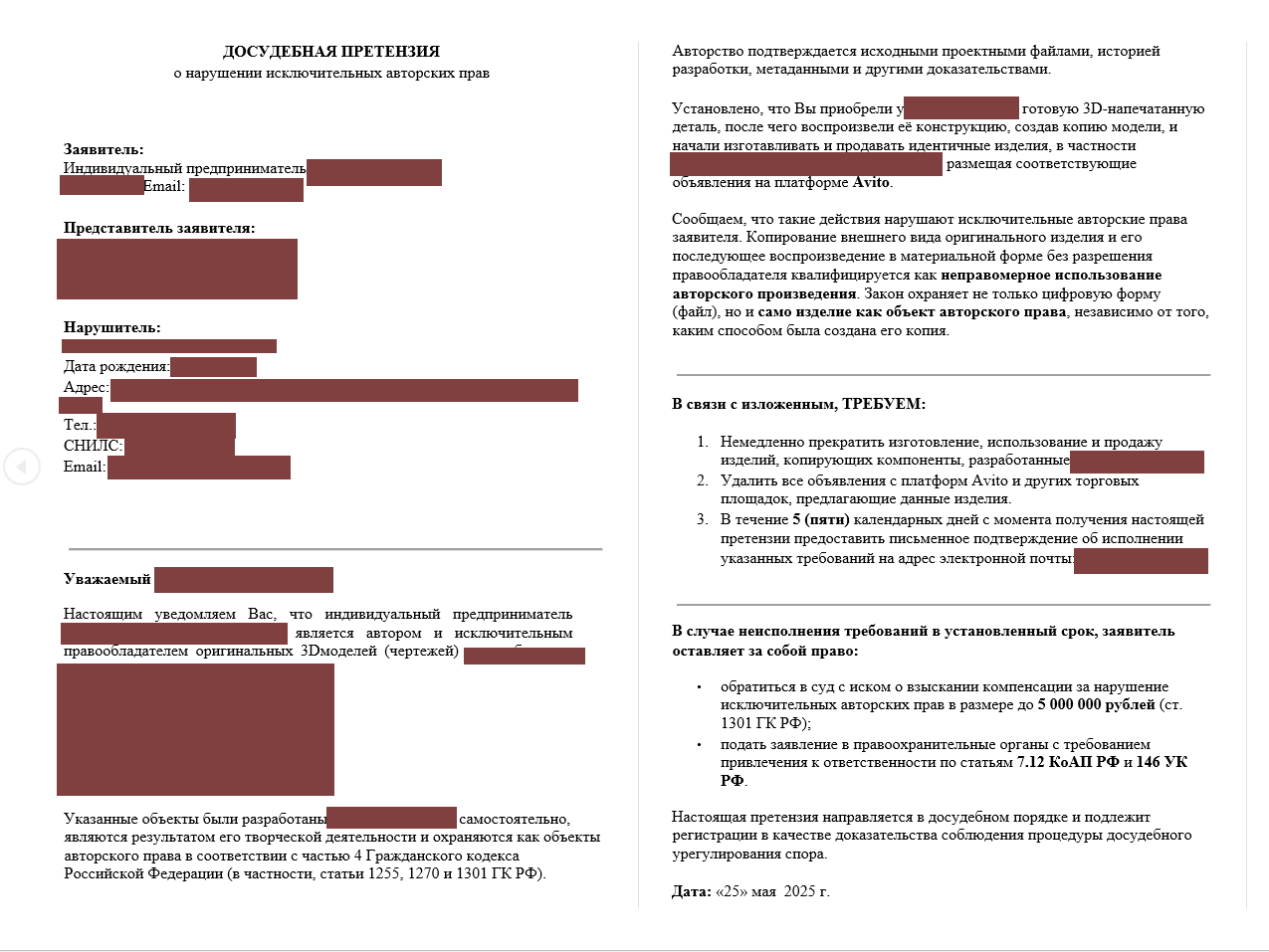 77 Кб, 1275x957
77 Кб, 1275x957Я не сильно разбираюсь в авторской этой хуете. Думаю, чел безосновательно катит бочку на то, что у меня при создании 3д печатного аналога детали с нуля получилось +- то же самое, очевидно, потому что у исходной детали есть некоторые фиксированные размеры и определенная геометрическая форма, чтобы подходить к ответным частям механизма.
просто аналог железной заводской детали с несколькими дырками, в форме этой детали собственно. Никаких девочек, товарищ майор
Это деталь из механизма, придуманного тем, кто на тебя бочку катит, или он придумал запчасть к чужому механизму?
Такое ощущение, что хуй он чего докажет, если у тебя есть чертежи, просто на понт берет.
Отправляй клоуну такую же претензию что он спиздил у тебя модельку.
Тебе это заказным письмом хотя бы должны прислать, а не скриншотом.
Хуита если всё так как ты описываешь, это пугалка на лоха. Но если дойдёт до суда, без юриста не суйся хоть ты трижды прав.
Ещё готовься что на эту хуйню купится агент поддержки авито и забанит тебя к хуям и разбираться не будет.
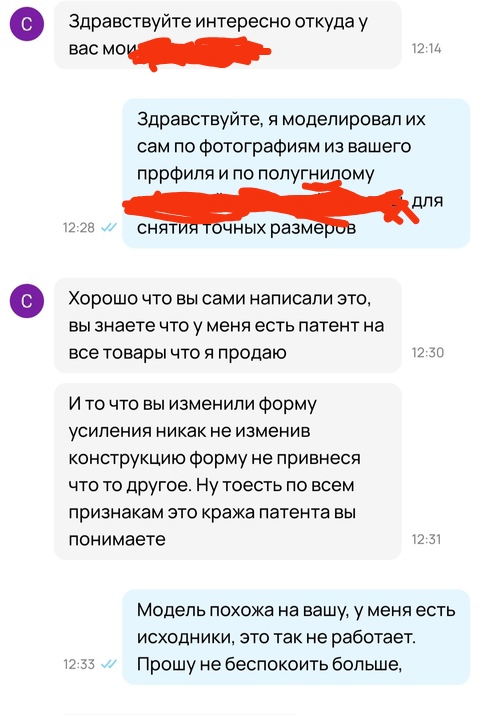
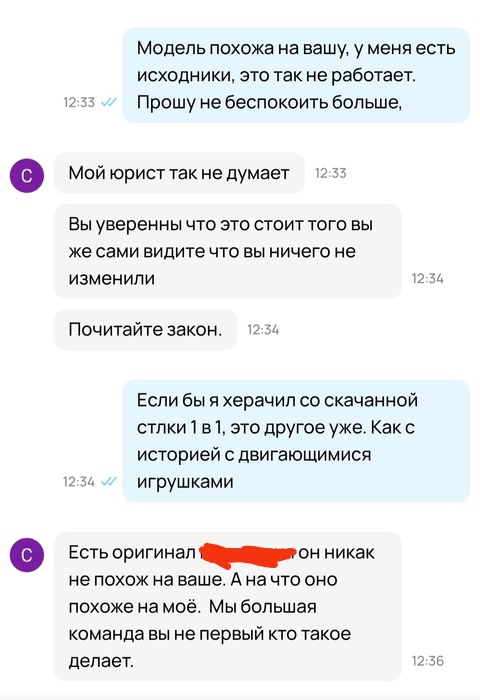
Запчасть к чужому, заводскому механизму.
>>78033
Связываться не хочу, он ненормальный, год назад он так же пугал юристами, но всё закончилось, когда я его в чс кинул
>>78034
Он прислал это в воскресенье мне на электропочту. Со своего имейла притом. В качестве представителя там написана какая то юр. шарага, которая занимается аудитом и бухгалтерской отчетностью, и по выходным не работает. И ещё никакой он не ип, а самозанятый. Торгует этим на авито, озоне, вб, и яндексе и увидел в алкаше с авито конкурента себе.
Я восстановил цепь событий, деталь я выложил в субботу, в воскресенье в 4 утра мне пришло с его пустого аккаунта сообщение, где он просил телефон для связи. Я дал, и дальше спать.
Он в это время, видимо, пробил мой номер по базам коллцентра сбера, узнал мой адрес и СНИЛС, и сляпал эту претензию. Заказное я ждал, но его нет.
Думаю, до суда не дойдет, но спасибо за совет, а вот насчёт блока авито - это, пожалуй, самый стремный расклад будет. Хз чё он ещё задумает, уже есть несколько подозрительных заказов молча без общения с аккаунтов без отзывов
> Патент
> Почитайте закон
Лол.
Какой-то скуф-кабанчик малограмотный, прямо повеяло. Создай тред в /б, там и юристы могут увидеть, да и потравить такого не грех.
>он просил телефон для связи. Я дал
Глупыш, авито же специально придумало звонки через подменные номера, чтобы ты всяким неадекватам свой телефон не палил.
Нет конечно, иначе он бы показал его год назад ещё, и в этот раз прикрепил бы к претензии
Короче, принтер в начале печати отрабатывает стандартный скрипт: калибруется, подъезжает к шаговикам, потом (быстро) делает диагональ через весь стол в исходную точку. Во время отработки этой диагонали он стал делать ДРРРРР, шаговики трясутся как ебанутые, и до исходной точки голова может не доехать. При этом вся остальная печать проходит нормально.
Смотрел механику - механика в норме.
Думал, драйвер сдох - драйвера в норме.
Попробовал отключать шаговики - и тут внезапно чудеса. Если подключить только ось Y или только ось X - дребезг пропадает. С двумя осями дребезг есть.
Рабочая гипотеза в том, что на материнской плате подыхает сглаживающий конденсатор. И что когда оба мотора работают на полную - сглаживания уже не хватает, и выбросы напряжения начинают пердолить драйвер. А с одним мотором или с двумя на малых оборотах всё норм.
Спрашивается:
1. Насколько упорота догадка?
2. Между чем и чем эти конденсаторы ставятся вообще? Внутренняя схемотехника этой платы мне пока неизвестна, но может есть какое-то колхозное решение.
Ток на драйверах когда выставлял? Там же пиздюльные потенциометры, могут поплыть со временем.
Поставь цилиндры как можно дальше друг от друга.
Да хуй его знает. Всю жизнь после латунных печатаю калёными стальными, главное что не стачиваются. Думаю вот на то же но с cht вставкой свапнуться
Убавь скорость в настройках и всё. У тебя по дефолту видимо максимальная из слайсера.
Если у тебя нет осциллографа чтобы проверить то что ты высрал, то не стоит лезть ковырять конденсаторы.
Сопла под материал берутся. Закаленка - под композиты всякие с керамической крошкой, латунные от которых быстро убьются. Теплопередача у стали как известно хуже, чем у латуни.
Ну да, под пластики с наполнителями, это я понимаю. А нержавеющая сталь подо что тогда?
Закалённая сталь ржавеет от пластика и температуры или нет?
Пишут,что закалённые дороже, а для моего Бамбу что нержавейка, что закалённая сталь стоят одинаково, я вот поэтому и интересуюсь.
У закалки и твердость и теплопроводность выше (то таблице), так уж я бы закалку брал.
Тогда какие профиты от нержавейки? Быть уверенным, что из напечатанной кружки можно пить?
Осциллографом я всё протыкал, по электрике проблем нет.
Заменил шлейф, всё стало хорошо. Это был плавающий дефект в районе где провод сгибается.
Профиты производителю в виде отсутствия операции закалки. Тебе профит может быть в виде цены, но если нет то нет
Печатал-печатал, хуяк, ошибка типа обрыв/конец филамента, засовываешь его вручную, продолжаешь печатать.
 2,2 Мб, 2261x1694
2,2 Мб, 2261x1694Короче, это просто из-за большого трения картонной катушки на оси. Напечатал вот такую втулку с подшипниками и всё заверте...
Блядская китайская говнина сгорела из за статики, сроки горят, на рынке полторы платы за оверпрайс.
Ахахха нихуя себе у вас тут движуха. Бызьнесь па снхшнаму лол.
Шиза. Посчитай сколько филаментов уйдёт и сколько плитка будет стоить.
Лучше из покаков мозаику выложи.
Так-то можно теоретически, но почему-то никто не чешется.
Хуй его знает почему, там надо то всего несколько GPIO да UARTов, всё это у малины есть.
Нахуя-то так и тащат по привычке микроконтроллер-прослойку который перекладывает команды из одного интерфейса в другой.
Но если у тебя сгорол только микроконтроллер, а драйверы и обвес на месте, то можешь заменить любым АРМом. Схемы там тривиальные цифровые.
Дольше и дороже будет чем готовую отделку в строительном купить.
Ты ему предлагаешь отпаять МК и припаять другой? На проволочках, чтобы по пинам совместимость была?
 51 Кб, 423x504
51 Кб, 423x504С меня как всегда.
Нет, просто пересобрать плату. Посмотри схемы, там реально 4 драйвера по уарту и всё, остальное – просто гпио с подтяжками.
Прям на отладочную плату можно вывести всё.
Хотя если взять такой же или похожий чип, то вообще-то можно действительно его заменить. Не проволочками, а просто переставить и всё. Там самые попсовые армки обычно стоят, никаких проблем с совместимостью по пинам.
Но это смотря что у анона сгорело вообще. Может там просто предохранитель какой-нибудь вылетел.
>>78449
А чо, гпио там не прямо из чипа, а за слоями ядра линукса?
> за слоями ядра линукса?
Как бы да. Ты будешь из юзерспейса серить в кернелспейс и уже оттуда будут ноги дрыгаться.
Да и в целом что бы даже кернел модуль работал нормально нужно рт ядро ставить чего не факт что хватит. Почитай как изъебываются в куда более мягком в отношении таймингов linuxcnc
Мда, ну это хуйня а не гпио конечно.
С другой стороны, а нахуя больше то? Клиппер и сейчас умеет засылать буфер команд в мк заранее и тот по нему идёт.
Шаговики по уарту, пид-контроллерам пофиг на скорость, вентиляторам на качество шима тоже, концевикам и подавно, а больше в принтере то нихуя и нет.
Может, ты и прав. Но новый контроллер ещё надо прошить. Бутлоадеры есть в открытом доступе?
Вообще удивительно, как статика смогла до МК добраться, там что никаких защитных диодов нет?
Годно.
Чё можно печатать? Принтер есть, давно уже простаивает, хуй его знает, чё печатать на нём
 810 Кб, 2509x3538
810 Кб, 2509x3538Да что хочешь то и печатай. Должны же быть вещи которые хочется красиво решить.
Буквально сейчас такую штуку распечатал что бы отключать кондей при сработке датчика в баклахе с конденсатом
 514 Кб, 861x603
514 Кб, 861x603Выпьете. Только уже в другом месте. И совсем не то, что вы думаете.
Для этого нужно всего лишь то разовая сумма лямов ну в 15, допустим, хватит на всю жизнь учитывай цену хат в рашке
Или стабильный пассивный доход за просто так тыщ в 100к/м, короче ничего особо невероятного, всё как у обычных людей в жизни
Всё, что больше ~ 20 см на 20, всякие вещи из смолы так как у меня обычный пластиковый принтер.
Да и большие объекты слишком долго печатаются и много этой хуйни тратят, которой печатают.
А мелочь как-то и не нужна.
Ещё моделировать это всё нужно, а я не умею, ни рисовать, ни моделить, воспринимаю только текстовую информацию
Ну и вообще речь шла скорее о просто жизни, а не об печатании, ну да ладно.

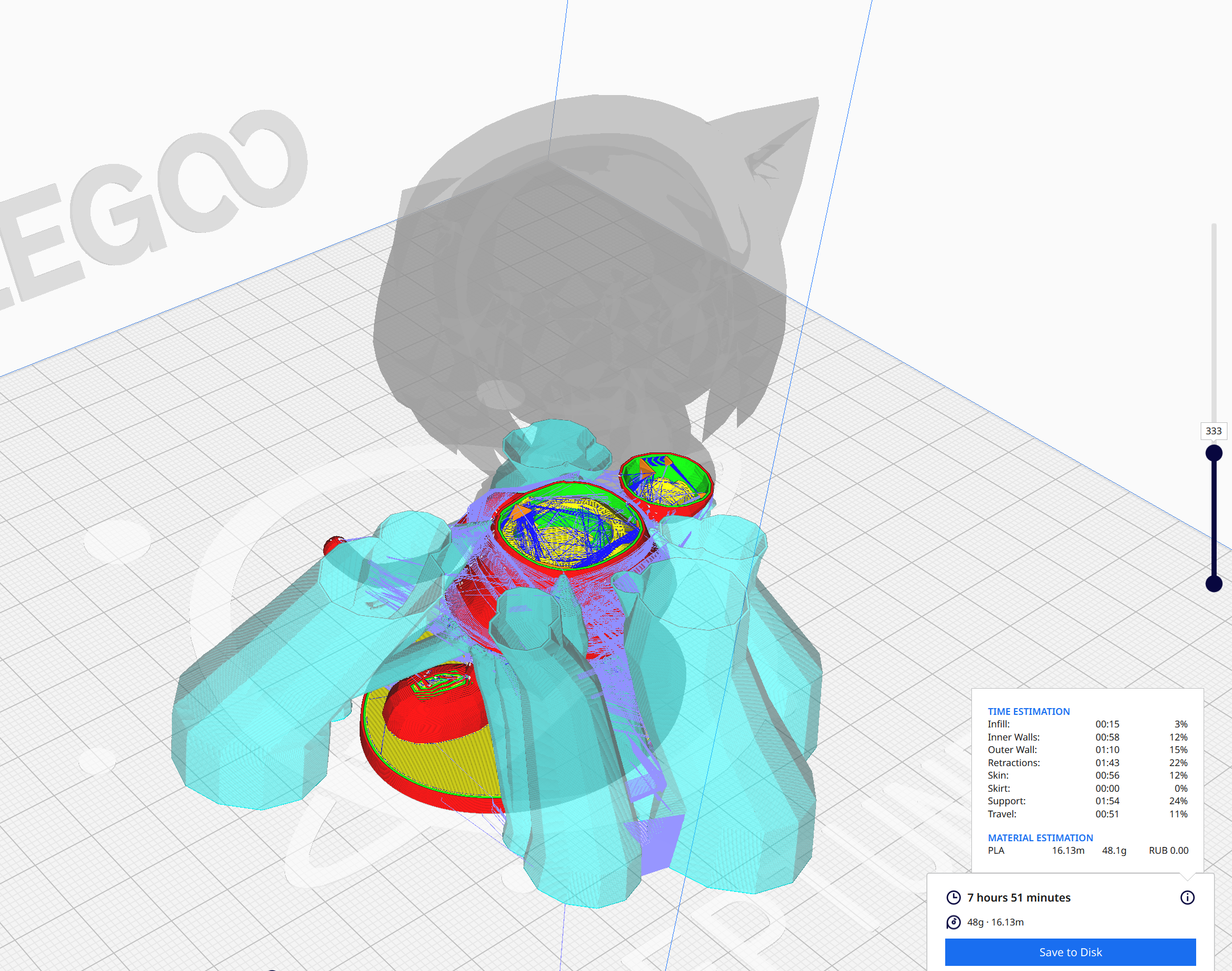
Куда смотреть, где искать проблему?
Печатай и смотри что по итогу правда
Ну а то что кура в полтора больше пластика насчитала тебя не смущает?
Поддержки у тебя совершенно разные, хуй его знает что ты там одинаково настроил.
Слайсеры и алгоритмы разные, забей и выбери один.
И рассчёты у всех тоже хуйня.
>орка рассчитала настолько больше времени, чем кура
Разные слайсеры, разные алгоритмы, они не выдают одинаковый Г-код и одинаковый путь печати, ну вот по одному пути печати с одними скоростями и ускорениями у тебя одно время, с другими другое.
А лол, и правда долблюсь, зачем-то складывал вместе total и model.
Тем более тогда не понимаю как в модель в полтора раза меньше должна в полтора раза дольше печататься
Берёшь и смотришь гкод слоёв. Может у тебя давно в флоу лимит упор
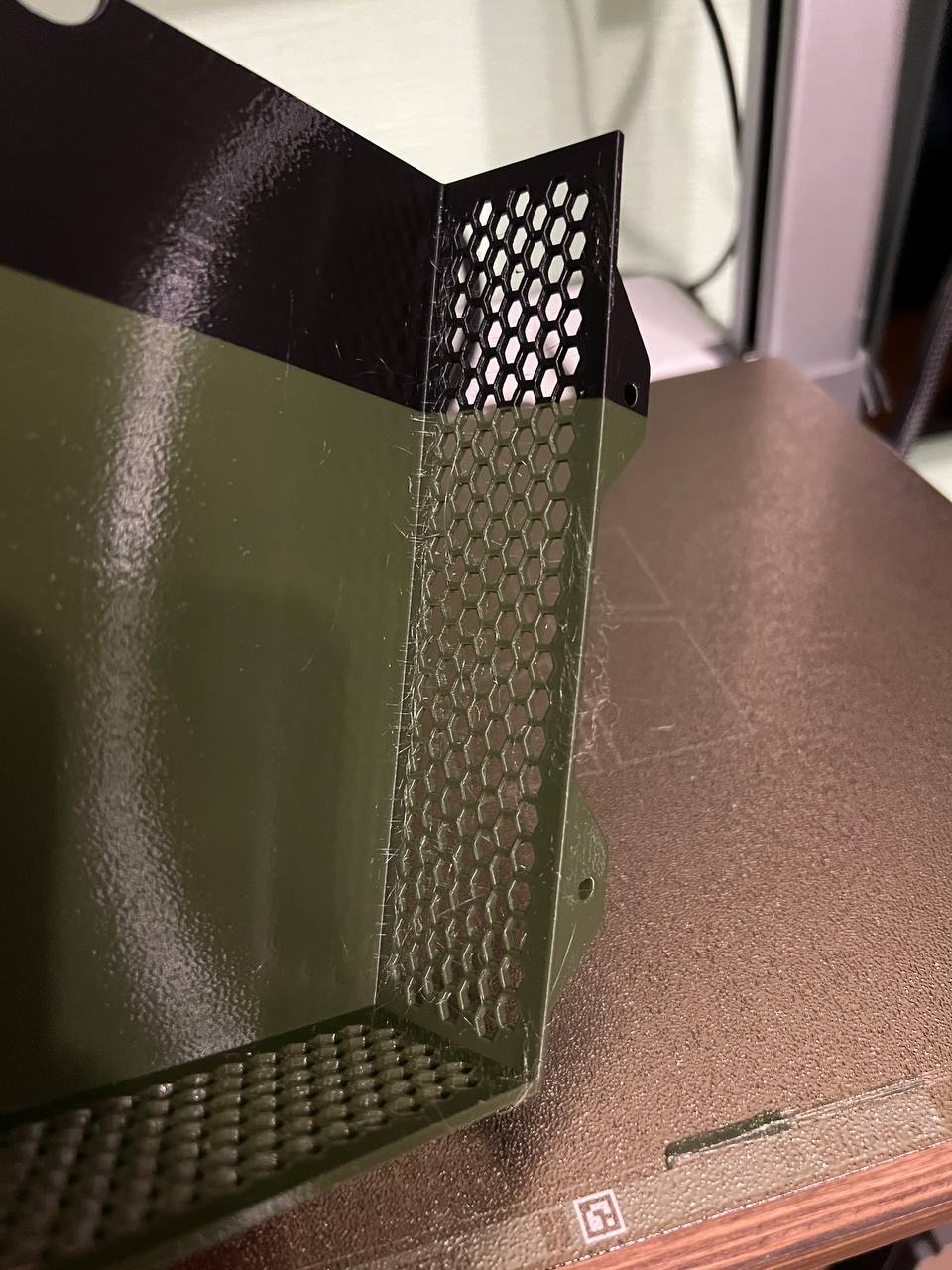 2 Мб, 960x1280
2 Мб, 960x1280В первую очередь суши его, сухой петг почти не волосит
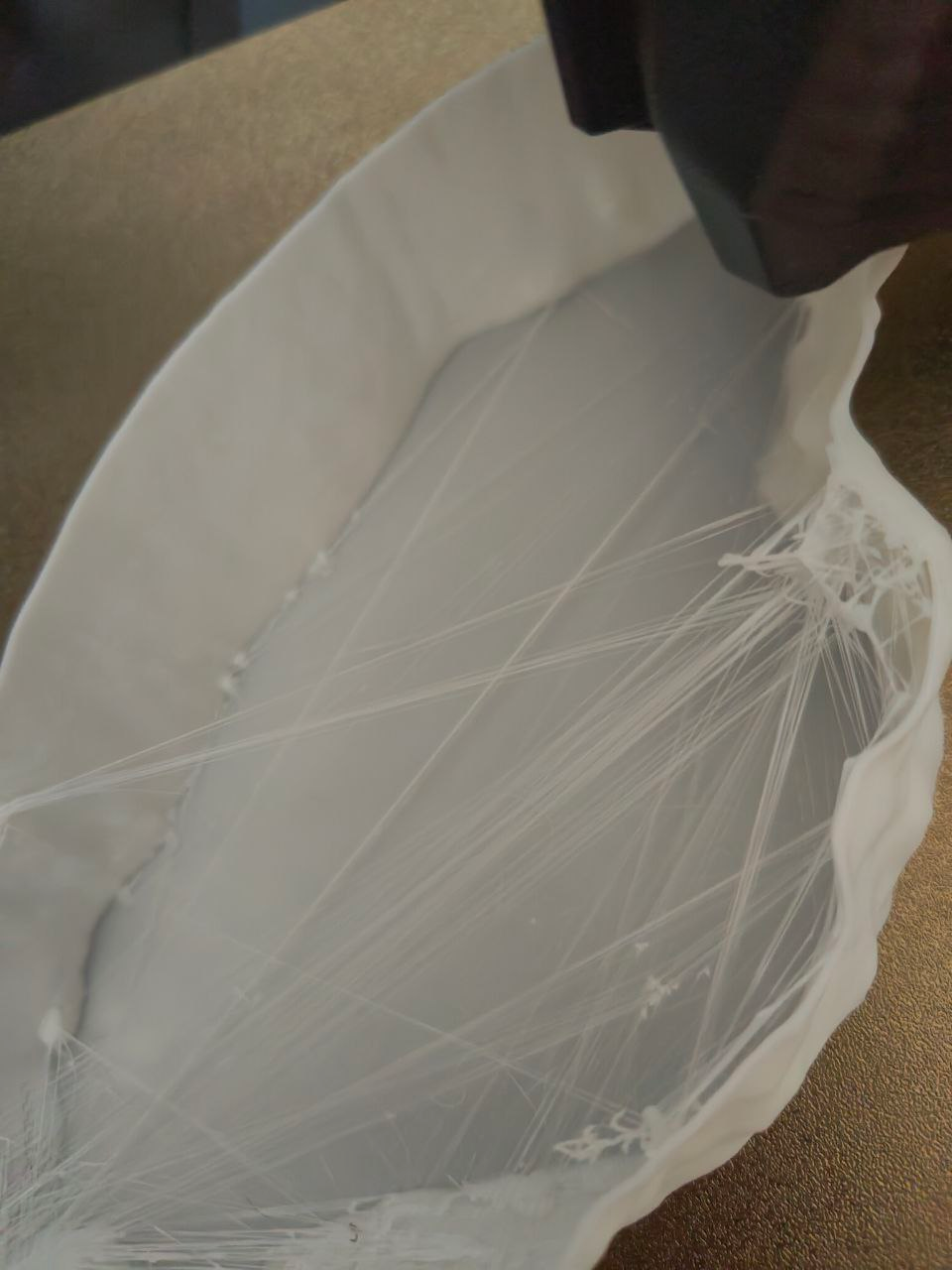 1,1 Мб, 960x1280
1,1 Мб, 960x1280Тоже по волосне вопрос: нормально ли такое на PLA внутри модели? Ретракт, температуру и z-хоп ковырял, всё бесполезно, филамент не мочил, на тестовых башнях такого нет. Пытаться исправить или забить, если всё равно только изнутри?
Кусок справа - это принтер рисует Lightning-заполнение
Нет, но в отличии от PETGа эту хуйню очень просро срезать, шлифануть или ДХМ/ДХЭ потравить.
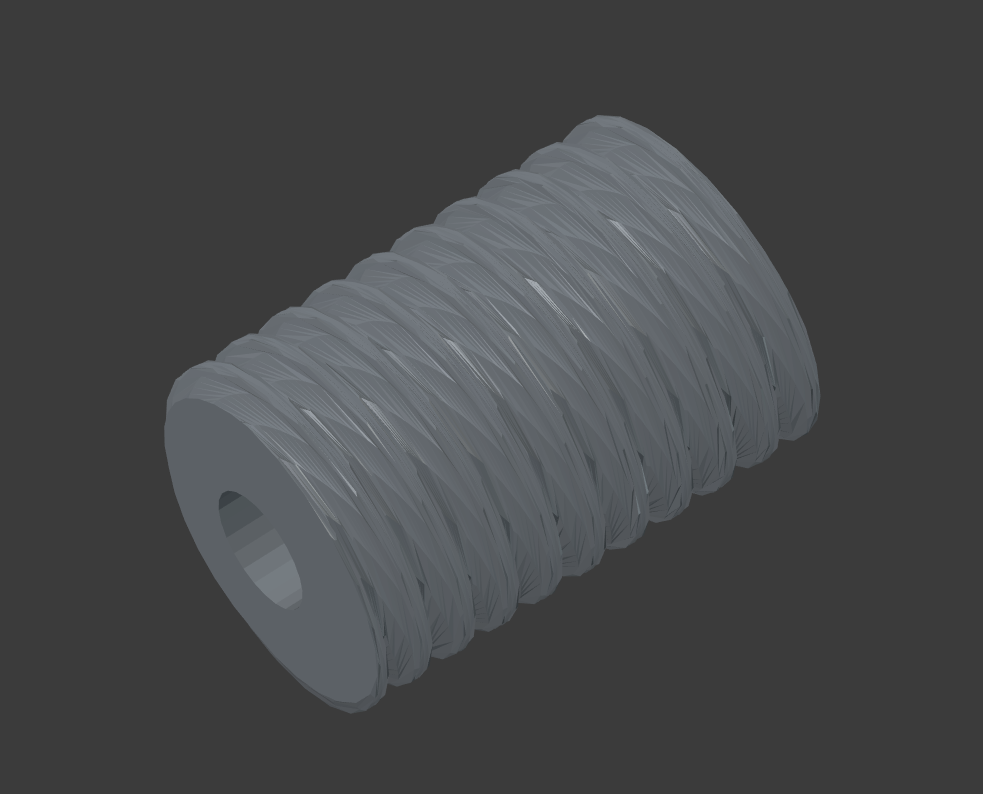

Червяк 8мм длиной, диаметр 5мм, модуль 0,25, 1 зуб, сквозное отверстие 1,98мм. Связующая шестерня 61 зуб, модуль 0,25, 1мм толщина. Переход на 12 зубов модуль 0,3.
FDM такое вообще не вытянет, а фотополимернику крепкости не хватит.
Скорее надо печатать литники, инструмент или станок по нарезке.
Я уже год активно печатаю всякое говно для дома, но свои поделия леплю в скетчап 2023, обмазанном говно плагинами. Художку правлю в блендере при необходимости.
Скетчап плохо работает с малыми размерами и постоянно дырявит оболочку в сложных формах. Вылечить даже вручную не всегда получается.
Очевидно, пользоваться дорогими профессиональными кадами(купленными в зеленом магазине). Они тоже не без косяков, но их в разы меньше, чем в скетчапе.
Я пробовал компас, фрикад и солид. Последний показался более дружелюбным, но все равно не могу пока перестроить мышление под чертежи. Ещё клавиши надо задрачивать как в блендере.
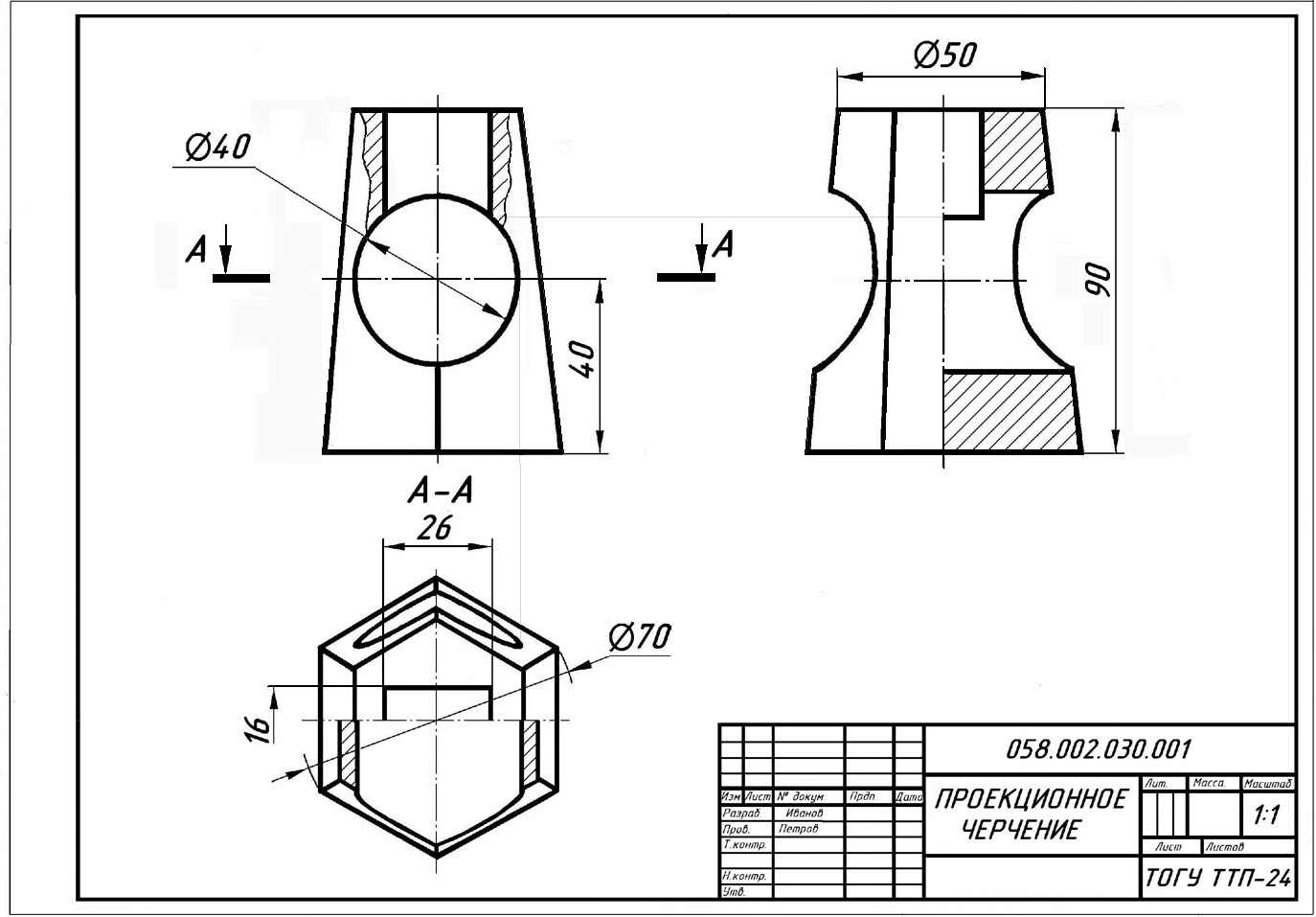 350 Кб, 1374x957
350 Кб, 1374x957Fusion самый человечный. Полулегально полубесплатный даже, но с анальными зондами.
Чтобы мышление перестроить – это тебе с азов надо начинать, прямо с черчения, прямо с бумаги и линейки. CADы – это всего-лишь компьютеризация этого проацесса.
не хочешь ничего печатать - не печатай. Может тебе и принтер не нужен. Был бы нужен - таких вопросов не возникало бы
Алибаба
https://blog.rahix.de/design-for-3d-printing/
Da.
Я использую фьюжн, потому что он интуитивно понятен и удобен в использовании. Мне не нравятся современные кады. Такое чувство, что те кто изучает впервые инвентор, солид, автокад, компас или какой нибудь фрикад, они получают психологическую травму и теряют связь с реальностью, так что потом для них десятки лет шлепают одно и то же говно с тысячей иконок 16х16 и менюшек которые друг друга дублируют.
Понел. Оформил себе бешплатный фюжн, буду изучать по мере возможностей.
Вариант печатать на чистое стекло или клей-карандаш или все однохерственно?
Да, получлось, что надо на чистом стекле и 45 градусах
Уголок возьми более менее точный чтобы убедиться что (проприетарная) рама не гнутая. Чё ты там спросить собрался я хз.
Присматриваюсь к кобре с1 с Эйс про. Есть счастливые владельцы? Я кроме пла и петж ничем больше не печатаю пока.
FF AD5M?
 73 Кб, 720x326
73 Кб, 720x326>Кто-нибудь печатал шестеренки мелкие? На сколько они прочные будут?
Иногда использую зубья размером 2-2.5мм. Ещё печатал шкивы под Gt2 ремни, зуб там вообще 1мм получается. Для соединения двух шестерён этого уже мало, но шкив с гибким ремнём работает заебись.
Не хочу показаться занудой, но шкивы не проще ли купить на Али алюминиевые, а печатать только нестандартные детали, допустим, другую кинематику?
На али шкивы не всякого размера есть, не всегда они дешёвые. Большие шкивы стоят ощутимо денег, а здоровенные 120-зубые вообще дорогие. Ну и едут они из Китая 2-3 недели, а нужны вот прям сейчас. Потому владение технологией печати шкивов в целом облегчает жизнь.
 289 Кб, 700x554
289 Кб, 700x554> Иногда использую зубья размером 2-2.5мм. Ещё печатал шкивы под Gt2 ремни, зуб там вообще 1мм получается.
А каким соплом? «Стандартным» 0,4мм или что-то мельче?
Обычно от 0.3 до 0.4 использую. Особой прямо разницы нет. Разница есть для внутренних отверстий, но с ними я надрочился смещение брать, чтобы где надо - ось свободно вращалась, а где надо - винт прямо в пластик вкручивался.
Нахрена было печатать такое как у тебя на картинке? Это из кусков фанеры даже лучше будет.
Ты даже прицел на полярную звезду не сделал.
А, я понял.
> Нахрена было печатать такое как у тебя на картинке?
Спрашивай автора: https://atlantisq.wordpress.com/portfolio/obj-2601-barn-door-tracker-astra-v2-1/
> прицел на полярную звезду
Приобретается отдельно:
> There are two M4 holes on each plate for customized adapters to mount sighting devices like laser pointers (which as a pilot I personally dislike as it is a potential hazard to flight safety) or a scope. The two holes are centered on a line parallel to the axis of the tracker.
Уверяю тебя, такое бессмысленно печатать.
Помимо того что проще было взять два куска фанеры, тут поворотом шаровой головы трудно точно выставить на полярную звезду. Можно было вместо нижней шаровой головы сообразить конструкцию с винтами для плавного подкручивания. А еще шестерни, особенно напечатанные, внесут большую периодическую ошибку, лучше было ременную передачу использовать.
Периодическая ошибка есть у абсолютно любых редукторов, вопрос только в ее величине. Для фотографии она должна быть соизмеримой с одним пикселем, а это максимум несколько угловых секунд. Да там даже провисания из-за изменения положения такое дадут.
Может, на этапе склейки исправится.
Но вообще, да, лучше червяк с гигантским колесом напечатать.
>Может, на этапе склейки исправится.
Нет.
>Но вообще, да, лучше червяк с гигантским колесом напечатать.
Только все равно результат будет очень плохой. Тут не сделаешь из говна и палок чтобы хорошо было.
Единственное на что в этом деле годится три-дэ принтор это крепления делать, да и то так себе будет.
Надо просто открыть советскую книжку и повторить конструкцию оттуда, используя современные возможности.
Я с тобой согласен, нет смысла печатать плоские и длинные детали, только всякую фасонину.
>Надо просто открыть советскую книжку и повторить конструкцию оттуда, используя современные возможности.
И там будет написано, что такое делается на специальных станках. Обычный токарный не подойдет. Конечно можно подручными средствами изобразить, но увы, запчасть от китайской монтировки будет лучше.
Если хочется хороший результат, то можно купить волновые редукторы и соорудить к ним крепления - результат будет лучше всего остального. Только дорого это.
Когда я был школьником, то ходил в кружок астрономии при станции юных техников.
Астрофотографии делали тоже, астрограф камера Шмидта висел на телескопе с механизмом Гамона. Вот его на ходовом винте с Али вполне можно изготовить и без станков.
>Вот его на ходовом винте с Али вполне можно изготовить и без станков.
Но не нужно, когда можно корректировать программно. Либо можно поставить автогидирование. Однако все недостатки, приводящие к ошибкам слежения никуда не исчезнут.
 38 Кб, 1200x1083
38 Кб, 1200x1083В хотенде водяной охлад стоит! Я реально не понял, а нахуя? Он по сравнению с вентилятором весит меньше?
А вообще кстати 40к стоит на али машинка, никто не думал о таком варианте? По идее, насколько я понимаю, у наших заводов будут цены ну прям от условной 1000 рублей до 10к рублей за мешок 20кг. Цен конечно хуй найдешь, но я нашел примерно что abs стоит вообще 500 рублей за 20кг в пластинах.
Или я где-то проебался?
 549 Кб, 1536x2040
549 Кб, 1536x2040Eryone. Проебался в том что при печати от них натурально пасёт этими запахами, а после затвердевания едва пахнет
> Он по сравнению с вентилятором весит меньше?
Он охлаждает лучше. Там же плавленый филамент льётся как из шланга и всё это внутри термокамеры.
А дальше то что? Я вот смотрю и пишут медные никелированные всяко лучше латунных, а размеры какие? Какой-то немец с утуба доказывает что 0.6 лучше, а потом в следующем видео через 0.4 печатает пресетом под 0.6 и результат еще лучше.
И еще вопрос - сопла по 1500 стоят, а на али набор из трех 200 рублей, ну понятно что это клон, но подойдет ли он? Я бы просто заказал с доставкой за месяц ВСЕ за косарь, но вдруг они все и не встанут
> с латунным 0.4.
С калёным. Печатай на стоке линией от .4 до .6 и высотой слоя в 50% от ширины и проблем не будет
Узнал что это водяной охлад зоны термоизоляции, необходим для работы в условиях термокамеры при температуре 90С и выше, короче для ультрафиламентов.
>В хотенде водяной охлад стоит! Я реально не понял, а нахуя? Он по сравнению с вентилятором весит меньше?
Весит меньше, охлаждает лучше. У воды теплоёмкость на тот же объём в 3400 раз больше воздуха, и для хотенда с его маленькой площадью поверхности это имба вообще.
За каким хуем они туда термистор воткнули вместо термопары? С водянкой имеет смысл уже полноценную термокамеру делать и PEEK печатать, а он на пределе возможностей для термисторов.
>>79347
>Пришла гениальная идея - филамент с запахом.
И нахуя? Что из него делать и зачем?
Алсо, запах это тебе не цвет. Для "излучения" запаха вещество должно испаряться, а запас вещества конечен. И либо запах быстро выветрится, либо испаряться оно будет крайне медленно, и запах будет едва ощутимым.
Единственная потенциальная ниша - печатать восковые свечки, которые пахнут при горении. Но это ебатория. Проще форму для свечки напечатать и воск в неё залить.
>Весит меньше
Нет. Плохо расположенная трубка под филамент уже руинит шейперы. А эти шланги для воды полный пиздец.
>охлаждает лучше
Нет. Даже кастрированный радиатор в 70С камере успешно охлаждается серверным вентилятором 4020.
Вода в 3д принтере не имеет ни малейшего смысла.
 66 Кб, 800x354
66 Кб, 800x354Собственно вопрос – где и как можно было бы найти эту модель? Базовые агрегаторы нихуя не дают – по тегу БРАУН можно найти вообще что угодно, уже несколько дней периодически поискиваю и из результатов имею только прыщи на жопе
Может есть какие-то пиздатые схемы или типа того
Саму модель впаривают тут:
https://vmasshtabe.ru/mashinostroenie-i-mehanika/priborostroenie/bytovaja-tehnika/3d-model-dlya-nozha-trimmera-braun-hc5010.html
Может есть сливы какие-нибудь или я не знаю
Согласен, но готовый, видимо конструкторский исходник, всегда будет пизже любого кривого самопала. Тем более, что я тот ещё моделист – принтер несколько дней в работе, опыта какого-то внятного нет. Сделать "что-нибудь" самому можно, но только по острой необходимости и с восьмого раза.
Что касается масштабов – в целом узел нагрузку никакую не принимает, есть что загрубить, есть где толщины добавить, а самая хрупкая часть – вертикальная тонкая перемычка, ее как раз можно в 10-15 слоев положить и будет збс. Мне кажется хрупкость смол как раз не дали бы этой хуйне надёжно изгибаться на постоянке (оно же колеблится с амплитудной +/- 1-1.5мм). Там типа нейлона или фторопласта что-то применяется в оригинале
 417 Кб, 1851x749
417 Кб, 1851x749Ебать убейте меня
>>79476
>Собственно вопрос – где и как можно было бы найти эту модель?
Кто тебя из Цветочного Города выпустил? Оригу никак, филипс свою интеллектуальную собственность удавится, но не отдаст. Можешь ее сам замоделить и выложить в открытое пользование с учетом особенностей FDM печати, ты же помнить, что одна и та же модель из одинакового пластика, литая и напечатанная, будут иметь несколько разные свойства.
Я надеюсь ты этой хуйней занимаешься в целях самообразования, а не от нехуй делать и не недостатка общения ирл.
>>79474
>2. Для фдм мелковато, сла нужно
Вполне реально напечатать, в шортах видел как чел печатает замену оригинальной шестерни для тахометра AUDI, 7мм в диаметре, POM пластик, сопло 0,15мм.
> Оригу никак, филипс свою интеллектуальную собственность удавится, но не отдаст.
Ну ты скрин видишь? Если модель и не слитный в солидворксе сурс (как будто мало в интернете спизженного контента), то, по всей видимости, что-то достаточно тонко выполненное.
В любом случае, эти узлы печатают китайцы, так что какие-то модели существуют
>Можешь ее сам замоделить и выложить в открытое пользование
Ну видимо этим и закончится, когда узел окончательно наебнется. Если поленюсь делать макет для тонколистовой стали с гибкой, как изначально планировал
> Я надеюсь ты этой хуйней занимаешься в целях самообразования, а не от нехуй делать и не недостатка общения ирл.
Направленное самообразование как таковое нахуй не нужно, если ты полноценный человек и тебе за двадцать. Только от аутизма и неустроенности.
Но вообще у меня ворох ЧПУ железок, 3D печать как будто органично вписывается в зоопарк. Долго нос воротил, но хули – хороший повод что-то новое освоить почти за бесплатно и не выходя из дома
 7,8 Мб, 8160x6120
7,8 Мб, 8160x6120
Вероятно, повредил сопло при ударе. Хорошо, если горло не погнул. Я бы заменил хотенд в сборе или хотя бы сопло для начала.
Ты бы, что ли, больше диагностики напостил. Чо как выглядит, как было, как стало, куда повело, как оси себя ощущают, есть ли автокалибровка поверхности, насколько жёстко стол въёбан (в смысле не повело ли сам стол). Кто тебе чо скажет с такими вводными? У вас что-то сломалось, вам необходим модульный ремонт. Или замена принтора, чтобы совсем не думать
Я даже не понял, что именно не так с печатью – жалуешься ли ты на расслоение или на то, что при печати материал от стола отходит
Зато узнал, чту тебя есть булавка
Короче всё хуйня, переделывай
К моему anycubic в инструкции на офф сайте говорится о смене головки при нагреве до 200 градусов минимум. Я новичок в 3д принтинге, разве это норм менять детали при таком нагреве? Говорится о филаменте но я и так запускал очистку головок, чет ссыкотно менять при такой большой температуре
>>79543
На столе трещина, перекоса на нем нет, сам стол не повело. Автокалибровку делал бочку тоже но это ничего не поменяло. Жалуюсь на то что филамент явно не нагревается как ранее так как вместо монолитной детали получаю слоистую хероту которая напоминает старую тряпку с дачи по волокнистости. На отслаивание от стола жалуюсь потому что ранее когда принтер печатал нормально, детали сильно приклеивались к подложке что я решал выносом подложки с деталью на балкон на полчаса-час, сейчас же деталь отскакивает от подложки спустя секунд 10
 9 Кб, 618x253
9 Кб, 618x253Шип паз соединение для центровки и склеить растворителем
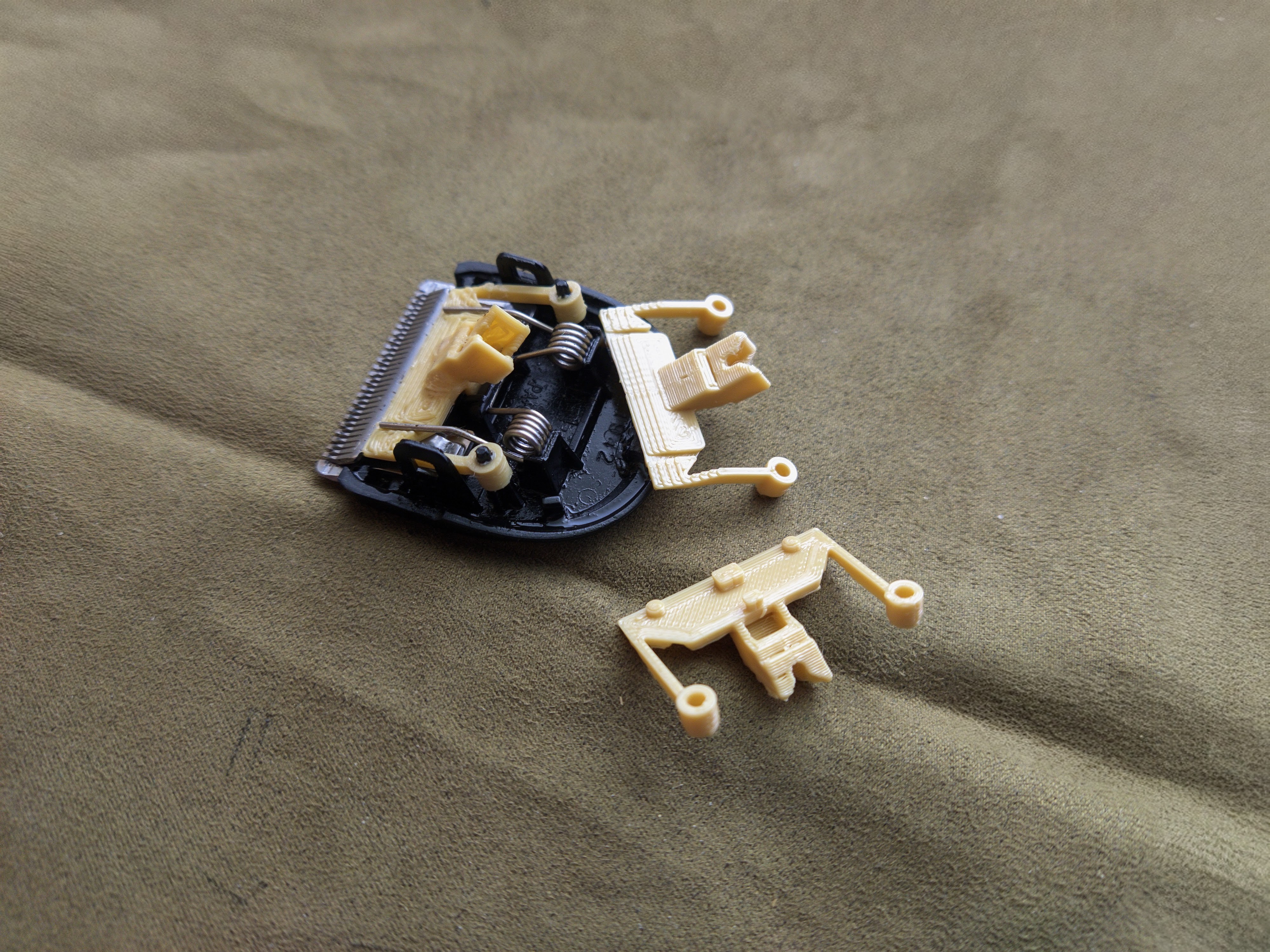
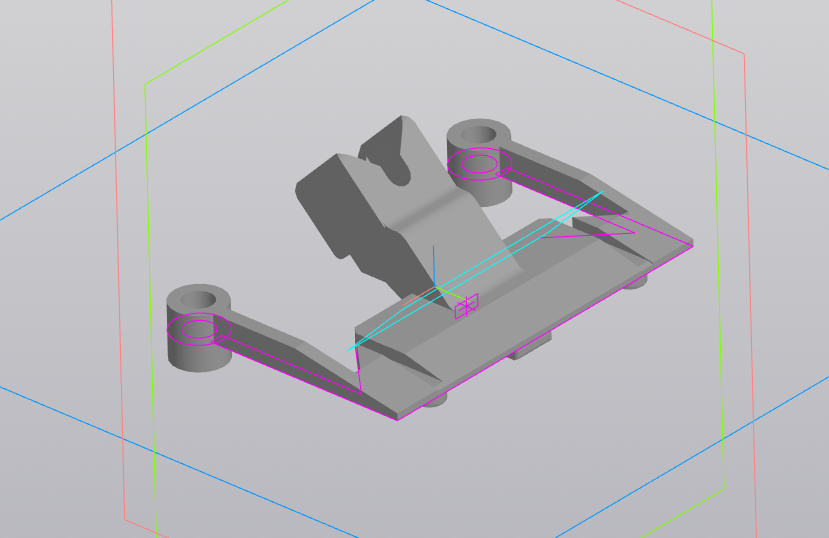
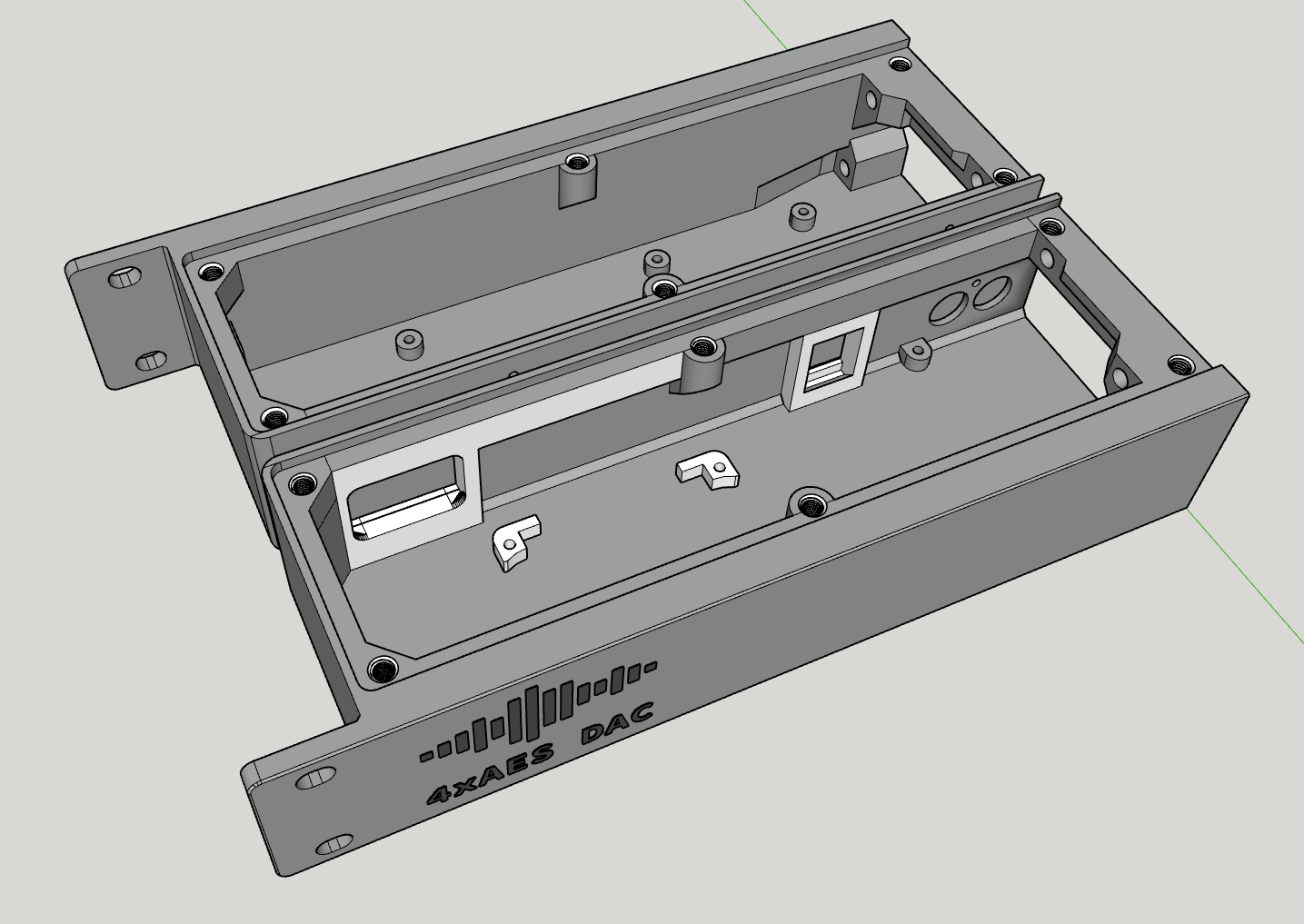 173 Кб, 1435x1017
173 Кб, 1435x1017
Я конечно кощунственную вещь напишу, но супермомент будет держать лучше в 5 раз чем твои палочки. Сам делал всякие состоящие из компонентов стаканы, вазы. Если цели менять постоянно деталь нет, то нет никакого смысла проектировать крепеж подразумевающий легкую смену. А крепеж "навечно" в 3д будет хуже чем приклеить моментом.
Если на твою эту деталь будет приходится нагрузка на излом, то делай связующий элемент, т.е. делай пазы в деталях и вставляй более крепкий блочок и клей его, чтобы место "сварки" не стало слабым звеном, а наоборот.
Вообще толком не понимаю печатальщиков фигурок. Типа нахуя? Все равно в первую неделю владения 3д принтером этого говна будет пол хаты. Дальше уже начинают печатать что-то специфическое или с какой-то функцией.
А фигурки то все равно получаются не промышленного качества, да и цвета не те, даже если вдруг у такого каким-то образом будет prusa xl с 5ю головами - это всего 5 цветов и то со стыками между ними. А если это ams система, то на 10 граммовую фигурку надо высрать 100 грамм филамента и всрать 12 часов. Просто купи блядь дракона пресформленного на озоне, тупо дешевле выйдет.
Я дебил, сразу скажу, я свою текстурированную пей-пластину шкрябал этим шкрябком, я печатал абс и решил что неплохой идеей будет облить ее ацетоном, я помыл ее с фейри, и в итоге к одной стороне ничего не липнет и на ней рисунок явно где больше насилия было применено. Я думал это тупо сталь, я получается ее заруинил? Я не пробовал только изопропиловый спирт, но там срачи уже 10 лет идут, точной инфы нет.
Пока у нее есть вторая половина, но чтобы ее не запоганить - как за ней ухаживать правильно? И можно ли воскресить ту половину?
Протыкивание стола решает проблему равномерного слоя, но не ровного
Так на неё сверху лепится лист из пружинной стали с текстурой, на котором печать идёт. С ним-то что стало?
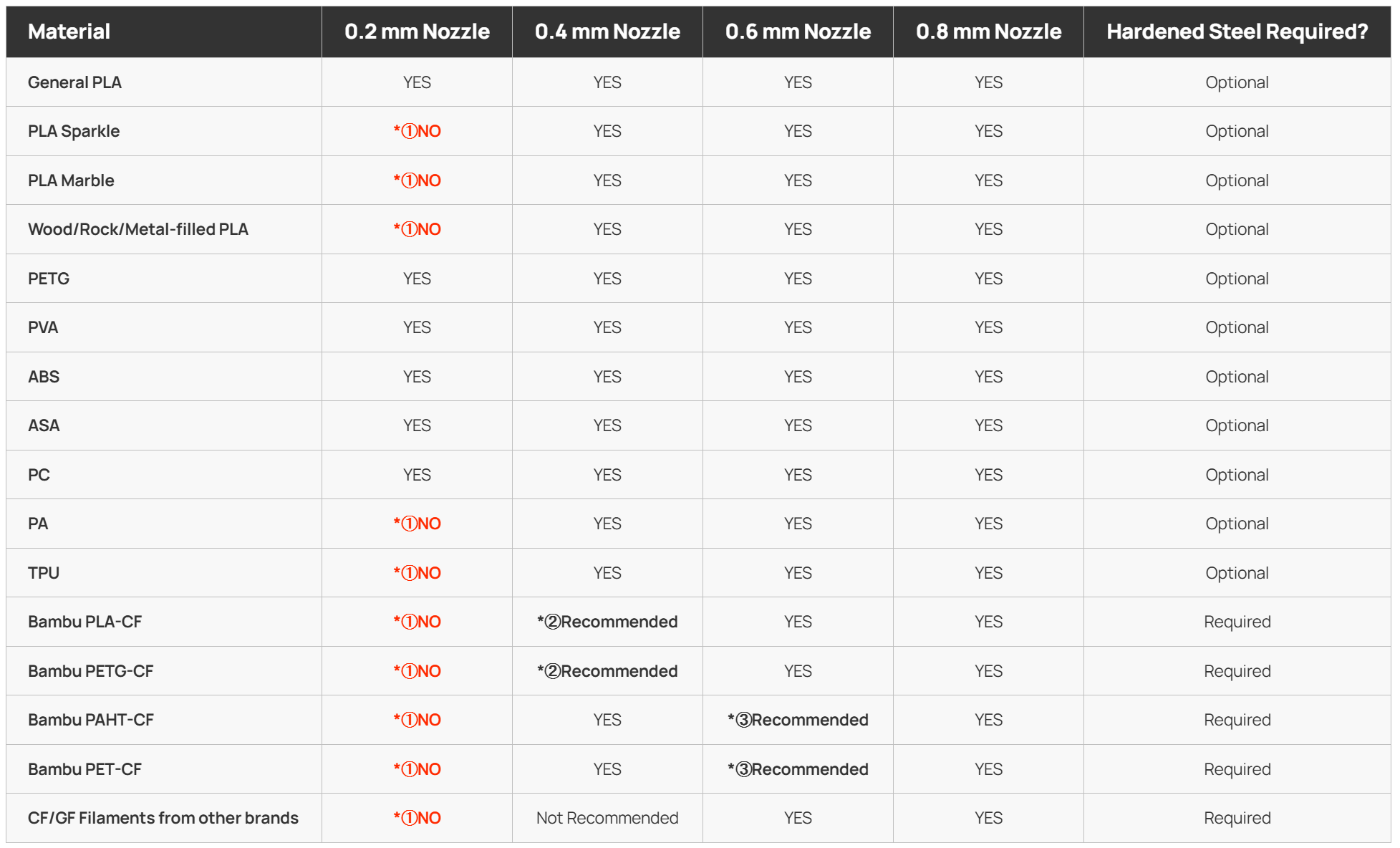 194 Кб, 1955x1184
194 Кб, 1955x1184Поясните быстро, решительно, почему TPU нельзя печатать дюзой 0.2мм? Застрянет, или свойства самого TPU не позволяют иметь такую детализацию?
Хочется мне попробовать изготовить штамп с картинкой или что-то типа клише для линогравюр, но линия 0.4мм кажется мне слишком толстой.
Сопротивление сопла, он просто по трубке то не идёт, а тут в 2 десятки его проталкивать нужно
У тебя пруток который давит сверху это условно говоря шомпол, а то что расплавилось жижа которую этот шомпол давит. Возьмём абс, он никак не сгибается в тракте (почти) и готов толкать что угодно до упора пока не начнёт щёлкать шаговик на подаче. Тпу же готов лезть куда угодно лишь бы туда было проще, и вот он в начале будет во все щели заедать, а потом шестерни просто будут скользить и всё встанет колом. Особо мягкие печатаются вообще без ретрактов лишь бы не елозить этот кусок резины лишний раз
А, понял.
Вопрос повис в тишине...
Видимо я живу в мухосрани и тут так не работает- в городе есть пара человек на говнопринтерах с марлином, печатающих всякую техничку. И есть я, пытался фигурки разноцветные продавать в параллель к деталям - вообще не берут. Да я бы и сам не стал брать, но решил попробовать, глядя как активно их (с качеством говна) толкают на всяких ярмарках.
Печатай запчасти для автомобилей, всякие переходники для воздушных фильтров бнв-ситроен, в общем что-то полезное. Игрушки нахуй никому не нужны в мухосранях, их и на вб полно
Я тоже в ебенях живу. Просто попробуй задружиться с вахаебами или манямешниками но с условиеем что всем есть +25. 2-3 месяца общения, потом делаешь маленькую печать в подарок 2м разным людям, а дальше уже потихоньку поднимай цену
Чтобы печатать подкапотные детали, надо серьезные пластики использовать. Там жарко и тряска лютая.
Да ну, сейчас принтер с закрытой активной камерой - 50к, нейлон с цф/гф - 2, 2.5 за кило можно найти. Не нейлон так что-то типа pp-cf. Есть так же ht варианты обычных пластиков.
Не так дорого в это вкатиться как раньше было. Другой вопрос - все это надо суметь спроектировать, распечатать этим говнонейлоном даже с камерой, и чтобы толеры были приемлемые.
И тут наступает момент когда вытачивать это все из металла становится более адекватной идеей.
А пластики с волокном сравнимы по прочности с теми, которые в автомобилях используются?
Ну, эм, мням
Ну вот всякие арки, брызговики, защиты днищ делаются часто из HDPE/PE-HWST, можешь почитать, по сути это очень специально обработанный полиэтилен.
Поищи pnd филамент, на али есть.
Он похож на твердые тпу с D-шкалой, как пластиковое ведро, только не рвется, не царапается, возвращает форму, 120-125 температура размягчения.
Но есть одно но, если ты где-то слышал что нейлоном сложно печатать, то нейлон покажется PLA после PND, лол. Эта залупа вообще не хочет. С другой стороны инфа о нем взята из древних времен, может если с камерой печатать и на современном и получится.
Но кстати любой кто вкатится в печать полиэтиленом сможет печатать детали те же из других любых пластиков популярных и показывать прямо в сравнении насколько обычные пластики для 3д печати сосут.
Это может быть, но в автомобиле больша́я часть пластиковых деталей типа патрубков делается из термореактивных полимеров.
Никто не говорит печатать патрубки. Клипсы, крышки, заглушки и прочая пластиковая мелочь на старые машины.
Что печатьб?
Кроме фигурок.
Очевидный массажер простаты.
Это был мой третий принт после лодки и теста на флоурейт.
Массажером кстати разачарован, понял что мне нужна вибрация, положил в избранное в озоне вибромотор, провод и контакты под батарейку. Буду проектировать с вибро-функцией. Не знаю зачем, но нужен же какой-то проект чтобы хоть что-то печатать кроме фигурок
>массажер простаты.
>Это был мой третий принт после лодки и теста на флоурейт
Из какого пластика печатал?
Из черного пла, я напечатал так же из тпу 95а, но он гнется, смысла в нем вообще нет(как и в тпу скажем так, я уже чего только не печатал и кроме как пластинок для ножек для разных вещей нет особого юза)
Когда я только купил принтер я думал что все это круто - ппс-цф, нейлон, гф/цф 20+%. На деле оказалось что пла:
1)Крепче большинства этих хуйней на самом деле
2)Нихуя не боится никакого света, это ультраебланский совет покупать дорогой ASA для уличных вещей, просто блядь напечатай 10 штук из пла или напечатай из пла и помажь лаком от уф, 500 рублей ведро стоит. Нет смысла в нейлоне и композитах никаго, либо пла держится, либо ты печатаешь форму и льешь из банок из под энергетиков.
И это к тому факту что печатается он при любых настройках, липнет к любой даже грязной пластине, запороть печать почти нереально и можно покупать ноунейм за 500 рублей кило без проблем если это черный цвет.
Меня в ней всё устраивало, пока я не увидел список возможностей, после этого захотелось их пощупать
Ну сохрани старую прошивку и прошей новую, если что, откатишься.
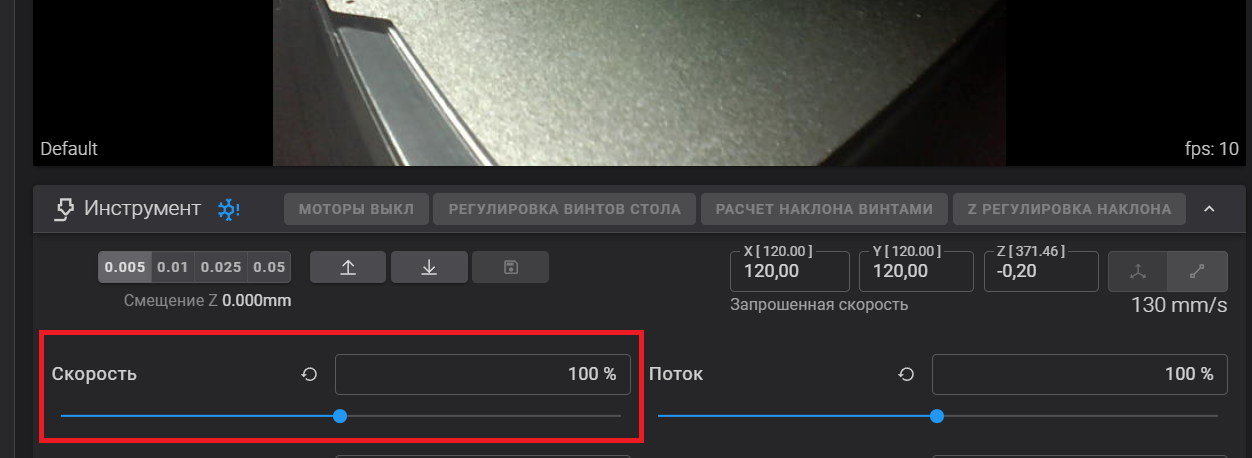
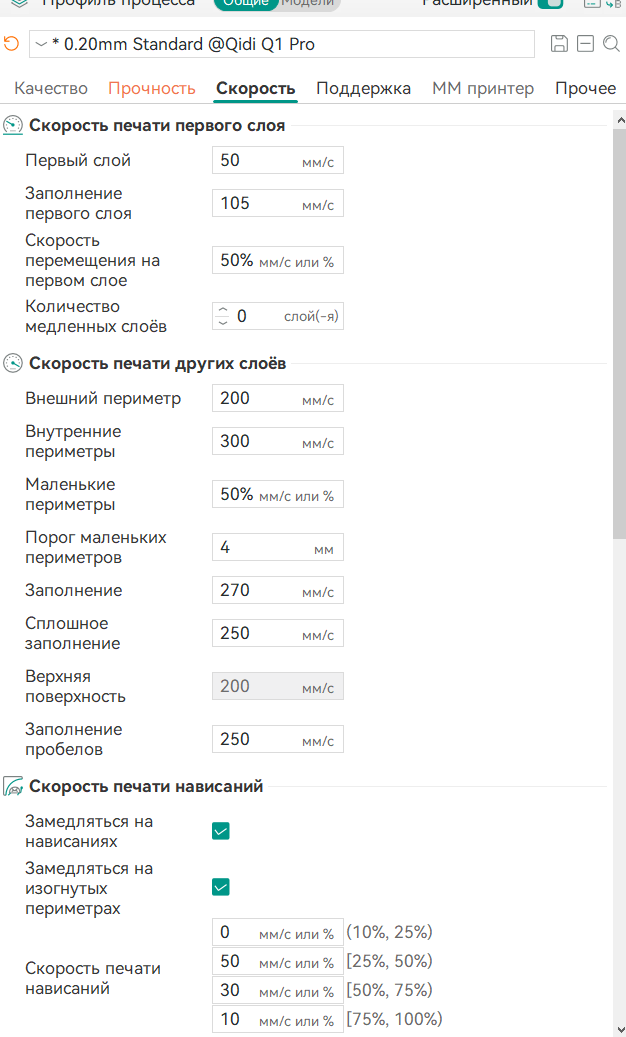
Перепутал, не в Куре, а в Орке конечно же.
Скорость и поток в клиппере это множитель. В слайсере это правила по которым идёт расчёт движений которые клиппер будет исполнять (если нет упора в лимиты).
Разбирайся с генерацией гкода
У тебя в настройках филамента есть макс волуметрик спид, в ней для пла стоит что-то вроде 12.
Формула такая
volumetric flow = speed line width layer height
Т.е. если стоит 12, то 12 / 0.4 / 0.2 = 150 для 0.4 стенки и 0.2 слоя. Т.е. ты там можешь установить хоть 5000, но печатать все равно будет максимально 150.
Для того чтобы печатать на своей максимальной скорости - делай тест, печатай эту змейку, замеряй ее высоту, подставляй в формулу. Овер 15 ты сможешь поставить на HF пластиках, которые помечены как высокоскоростные. Плюс это все зависит от температуры и внезапно материала твоего сопла, латунное/медное с вставкой сопло будет гораздо бОльший поток обеспечивать чем каленой стали. Ну и ты можешь этот тест для пла проводить для 210 градусов, а можешь 230, разница тоже будет. Плюс это все можно проводить при разных параметрах flow ratio и ретракции, например абс лучше всего(у меня по крайней мере большинство моих абс'ов) печатается при flow ratio 0.85, т.е. 15% скорости я теряю ради качества поверхности.
Так что если у тебя все проставлено и слайсер нашел максимальные скорости в районе 150, то что бы ты туда не выставил и как бы ползунок не добавлял - ничего не поменяется. В слайсере после слайса смотри на графу скорости. Например если ты печатаешь тпу, то волуметрик спид у тебя будет 3-4 адекватно, а это 35-40мм/c скорости максимум, и то лучше ограничить 20.
Хочешь печатать заявленными в твоем киди ку1про 600мм/с - покупай хайфлоу пластик, пуш самую высокую температуру которая еще его не хуевит, проставляй флоу ратио которое не хуевит качество, проводи тест, выставляй волуметрик спид максимальный при максимальных настройках и возможно получишь, адекватно 450-550 скорости при еще адекватном виде результата.
> ку1про 600мм/с
И один хуй он не будет успевать набирать такие скорости либо с безумными шейперами которые будут делать круги из квадратов
Может он хочет просто угореть по скоростной печати, это же тоже под-хобби в этом всем - пушить свой принтер для предела. У меня на ку1про стоят сейчас 6 заглушек между камерой и задним отсеком, туннель для воздуха, фильтр угольный+хепа, прослойки у двери. Придут присоски - сделаю ручку, тоже своего рода дроч прикольный.
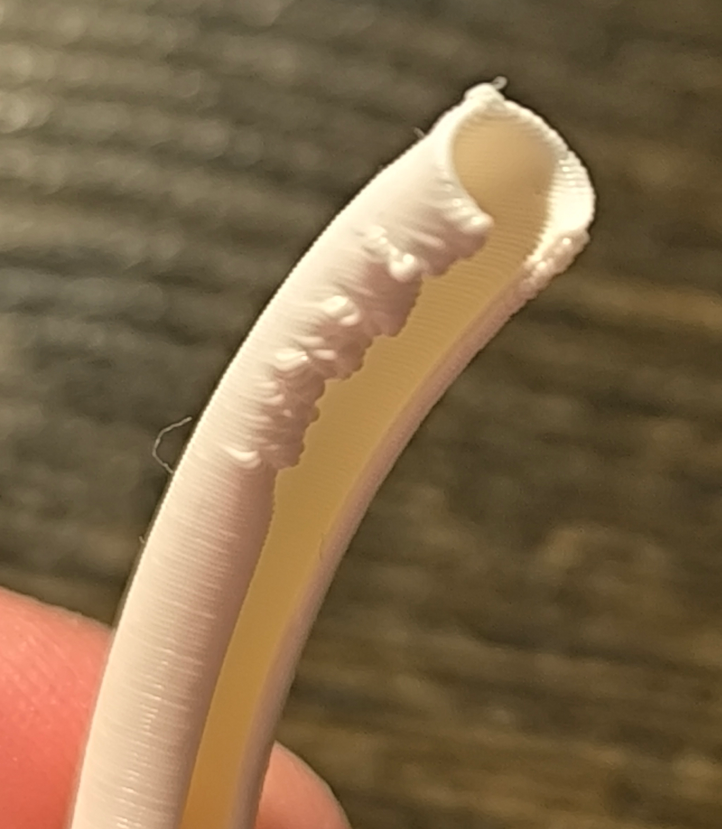
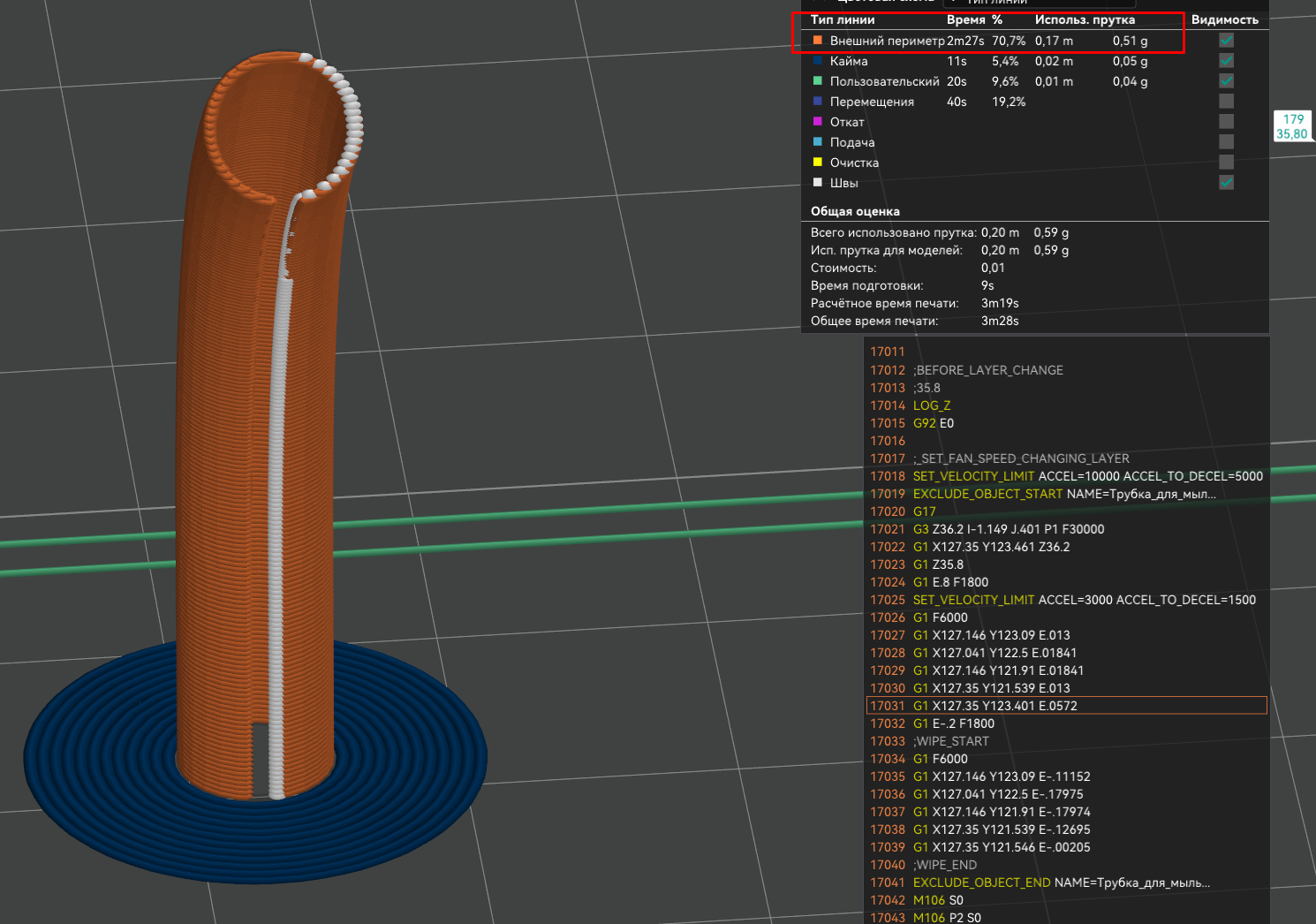
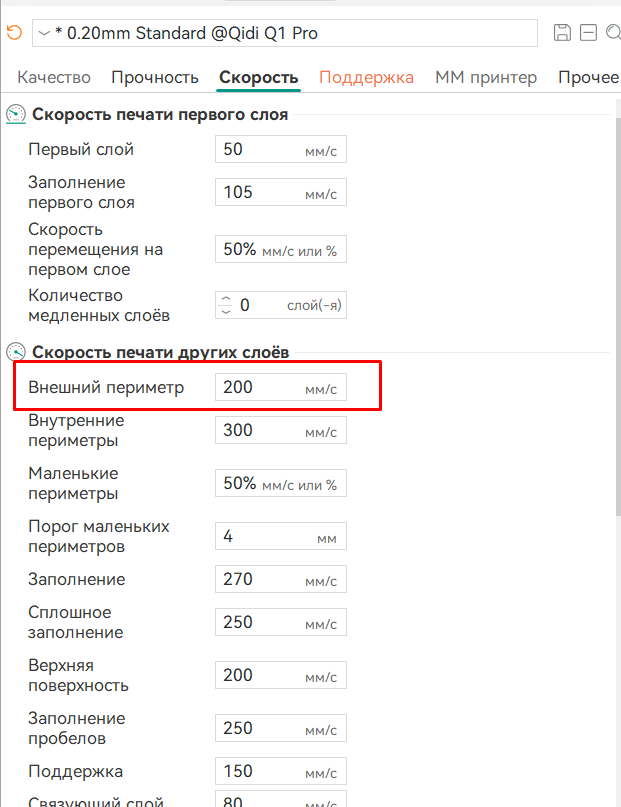
>>80046
Я конечно попробую все это осмыслить, на практике буду набивать шишки.
Проблема была в следующем, есть трубка из пластика в один слой, которая должна охватывать металлическую трубку. В слайсере она состоит из одного слоя и шва, при печати на 100% скорости тот край что без шва дико плыл, я пробовал уменьшить скорость в слайсере в пункте внешний периметр, но какое значение я бы в него не ставил нихуя не менялось, вообще. Общее время печати оставалось тем же самым и результат таким же говеным. Победил уже во Флюиде, снизив скорость печати до 10% со 100% и напечаталось идеально.
Если что то, настройки температуры тоже не помогали, включал всякие костыли типа обнаружения тонких стенок или спиральную печать, слайсер перестраивал пути печати, но результат откровенно херовый с такими костылями, даже в слайсере было видно, что будет бугристо и хуево.
Не не.
Вообще не трогай что там в speed, это ловушка джокира, скорость твоей печати зависит только от flow ratio и max volumetric speed
Эти скорости в speed рассматривай как ОТНОСИТЕЛЬНЫе скорости, т.е. с какой скоростью будет печататься внутрянка относительно внешней стороны. Т.е. если твои параметры филамента могут дать тебе 500мм/с, то ты можешь поставить для наполнения и внутренних сторон 500, а для внешней стороны выставить все равно 100, для качества. Например ты печатаешь масленку, ну тебе же пофиг какая она внутри будет, а снаружи хотелось бы гладкую приятную поверхность.
То что ты печатаешь ты делаешь туповато, имхо, положи на бок швом вверх и печатай без изгиба, а потом надевай на свою трубку и используй фен(для волос, но можешь и внутрь), чтобы она приняла форму. Любого рода воздействие на 3дпечатную деталь не стоит проектировать на слои, лучше вдоль линий. Да, и для технических деталей подними слои до 0.3 хотя бы, она и прочнее будет и быстрее напечатается.
Читай вот это >>78874 там вроде нет твоего кейса, но ты поймешь идею общую.
 1,3 Мб, 958x657
1,3 Мб, 958x657>будет печататься внутрянка относительно внешней стороны
Так я и менял скорость внешнего периметра, деталь только из внешнего периметра и состоит. Если это относительные скорости, то почему они не указаны в процентах, а указаны в мм/с?
>положи на бок швом вверх и печатай без изгиба, а потом надевай на свою трубку и используй фен
Нее, это того не стоит, деталь маленькая, проще сразу изкоробки сделать, по фотке проложил путь и по нему провел выдавливание, сразу довольно хорошо сидит, а с нагревом полагаю будут свои сложности, которые мне совершенно не хочется решать. Печать трубки в горизонтальном положении будет на выходе не такой красивой, хотя и будет прочнее, но мне прочность тут не нужна, трубка просто статично держится без нагрузок.
Да мне ручка для бысрофиксов напечатанного из АБС. Всё равно напильником и абразивами потом допиливать. Заебался АБС жижку на растворителях замешивать
 1,6 Мб, 1936x2592
1,6 Мб, 1936x2592А оно хорошо прилипнет, думаешь? Я покупал дочке такую ручку, оттуда пластик относительно холодный выходит и не сказать, что изделия шибко прочные.
Та думаю да. Пошурудить горячим соплом в месте ремонта, разогреть и заполнить пластиком
 361 Кб, 800x800
361 Кб, 800x800Если печатали, то поделитесь модельками и советами по материалу.
Самое мягкое что ты можешь купить - 75А тпу или 65А TPR и мягче TPE. Они все равно достаточно жесткие, для дилдаков норм, но обычно вагины делают из микса всего этого под определенными условиями. ТPE твой лучший шот в этом направлении, но учти, катушка стоит овер 5000 обычно, флешлайт весит почти 700 грамм, так что выгоднее в каком-то смысле просто купить за 800 рублей клон на али, чем печатать что-то более хуевое за 5к.
И да, самый жесткий из всего этого - 75А ТПУ - это боль в жопе для печати, он постоянно заедает, даже если ретракцию ставить на 0, если держать пруток прямо над башкой всю печать.
Гораздо логичнее напечатать форму для литья и лить силиконом, но там тоже начинается карусель сюрпризов, ты не можешь просто монтажного ведро взять на маркетах, тебе нужен медицинский для литья на основе платины или типа того, у тех кто льет это хобби такое же обширное как и сам 3д принтинг. Твердости по шору у силикона от 0 до 20, это примерно будет в тему. Есть Flexilis силикон например с градациями от 0 до 40, стоить будет тысячи 3 за кило. Так что опять же - выгоднее купить.
Как ты собирался печатать пизду если не знаешь что такое шкала Шора? В двух словах, существует один стальной штырь конкретного размера и давит он с одной конкретной силой, как сильно прогибается материал определяет его место на шкале. Суть просто в том, что большинство пластиков для 3д плавают между 75 и 95А, а это по сути резиновая пробка или велосипедная камера, резина противогаза, ты это ебать не будешь. Все что D - это твердное уже конкретно, как колесики от стульев/чемоданов или ведра.
Для ебания нужно что-то от условного 0 до может быть 40 по шору, где 40 это резинка от денег, а силикон около 20 в среднем.
Совет - иди и купи себе в магазине. После первого же использования в ней останутся бактерии и всякая конча, которая набьется в щели ФДМ печати после чего засовывать второй раз в нее хуй это все равно, что засовывать его в спидозную бомжиху.
С помощью 3д принтинга ты можешь сделать систему колец/клипс, которые охватывают магазинную пизду и с помощью сервов и тензордатчиков сделать пизду, которая напрягается и сокращается как настоящая если конечно знаешь как работает настоящая, лул
Вот это проект так проект. Ютуберы делают механические экзо-перчатки, а ты можешь сделать прототип того до чего не додумались всякие опизденелые азиаты, проектирующие сейчас секс-роботов.
Кольцо из нескольких секций с тросом внутри или линейный привод, его даже можно напечатать гипотетически. Можно на секцию кольца внутри поставить тензордатчик, чтобы кольцо сокращалось когда на него давят изнутри.
Если что мне 10% от профита.
Лучше это с гидро/пневмобаллонами сделать.
 62 Кб, 500x500
62 Кб, 500x500Попытка побега.
>Кольцо из нескольких секций с тросом внутри
На ком ты это будешь отлаживать?
Яб допустим не рискнул бы быть первым у этойго устройства
Если это сделано в виде клипсы, где трос просто сводит кольцо воедино - у него есть ограничение по размеру кольца, если ты боишься что кольцо лопнет и тросик отрежет тебе хуй, то моторчики крутящие этот тросик обычно создают 1-2 килограмма тяги. Опять же, даже если ты сделал кольцо которое не может сломаться, тросик который просто из нитки, моторчик который не дает много силы и все равно ссышь - ну сунь туда огурец.
Ты случайно не безопасником на заводе работаешь что вопросы у тебя в потоке чистого полета мысли про механические серво-вагины сразу возникают про безопасность?
Проектировать нужно сразу с учётом всех факторов.
Первая мысля после перекура по окончании успешного испытания - теперь эту хуйню нужно продать. Тут то и всплывут все недоработки, а переделывать будет поздно.
 1,1 Мб, 900x1200
1,1 Мб, 900x1200>>80087
я пробовал заниматься такой хуйней, но я не печатал тпу, а сразу сделал форму на принтаблс есть чертежи и купил на вб силикон типа пикрелейтед. затея интересная, но силикон 0а все еще слишком жесткий имхо, возможно его надо замешивать не по инструкции, например, добавлять меньше отвердителя, или вкладываться в силикон для слаймов, но он форму в теории вообще не держит
у меня был технический интерес, я один раз воспользовался и выкинул
Можете пожалуйста посоветовать какой-нибудь охуенно укрывистый, заполняющий грунт (желательно чтобы можно было выбрать баллон, краскопульт или кисточка), чтобы за 1-2 слоя скрывал все слои и можно было по нему ровно и красиво покрасить поверхность корпусов?
А ещё можете пожалуйста посоветовать какой-то ближайший аналог порошковой краски, чтобы было вот совсем ровно, гладко, матово и как родное? Порошковую использовать нельзя, потому что условный petg не выдержит нагревания. Может, что-то похожее на то чем в серьезных сервисах красят автомобили или, может, какой-нибудь двухкомпонентный полиуретан?
Да, я понимаю. Аноны, ещё вопрос, если тред жив. Как организовать вентиляцию для закрытой камеры или для фотополимерника? Я имею ввиду для удаления запаха. Есть вытяжная вентиляция, но там улитки на 1500-5000 кубов, деталь со стола сдует если я просто подведу ее. Держать вентилятор на выдув из корпуса принтера + зонтик над рабочей зоной? Приколхозивать регулятор расхода на литр в минуту?
Просто вытяжка рядом с глухим принтером. То что просочится просто засосёт. На крайний случай поставить вертушку к ней вроде pfc1212de и ардуину что бы обороты менять
Не знаю как там фотополимерник воняет, но на обычном принтере я печатаю дико дешевым и дико вонючим абсом, я сделал на выхлоп ящик с углем и за ним ящик с фильтрами от робота пылесоса за 100 рублей, весь запах пропал. Может тебе этого хватит.
Уголь запах абсорбирует, но потом постепенно всё это обратно в воздух отдает. То есть, смысла мало, ты тупо размазываешь вонь по времени. Нужна просто вытяжка на улицу.
>>78874
Выглядит сочно, жирно. Явно не PLA. На ABS тоже не похоже.
Какой-то сорт PETG?
Прусамент скорее всего. В целом просто любой пластик дорогой, будь бамбулаб, пруса, полимейкер может быть тоже.
Пластик то может быть любой, качество красителя и однородность самого пластика выше чем у наших за 800-1000 рублей, но ты готов платить?


Ну так он есть прозрачный и непрозрачный. Как и PLA.
Я не знаю даже - можно ли стекло положить на кровать или надо класть на пластину?
Никак не могу нагуглить это, все советы про то как хорошо печатать на стекле, а не вообще как начать и что настроить.
А разве я не могу просто положить стекло на пластину и написать -4мм в оффсет? Разве не так работать будет?
Попробуй. Сам я таким не занимался и не знаю что тебе выдаст индуктивный датчик.
Сам сразу же соскочил на микропробу без проблем дрифта и материалов
 189 Кб, 640x640
189 Кб, 640x640У Соркина есть гайд как поставить на Qudi Q1 "механический" датчик, но там нужно в прошивке ковырятся, зато глюк с порчей стола будет не страшен.
>>80309
Датчики головы скорее всего не почувствуют нихуя с таким офсетом, вся эта магнитно-индукционная хрень работает на довольно небольших расстояниях. Но ты можешь пробовать, только в тред потом отпишись.
У сорокина конфиг если что именно под него же перепилен. Под себя придётся ещё один раз залезть, но это не семь пядей во лбу нужно
 112 Кб, 1237x1107
112 Кб, 1237x1107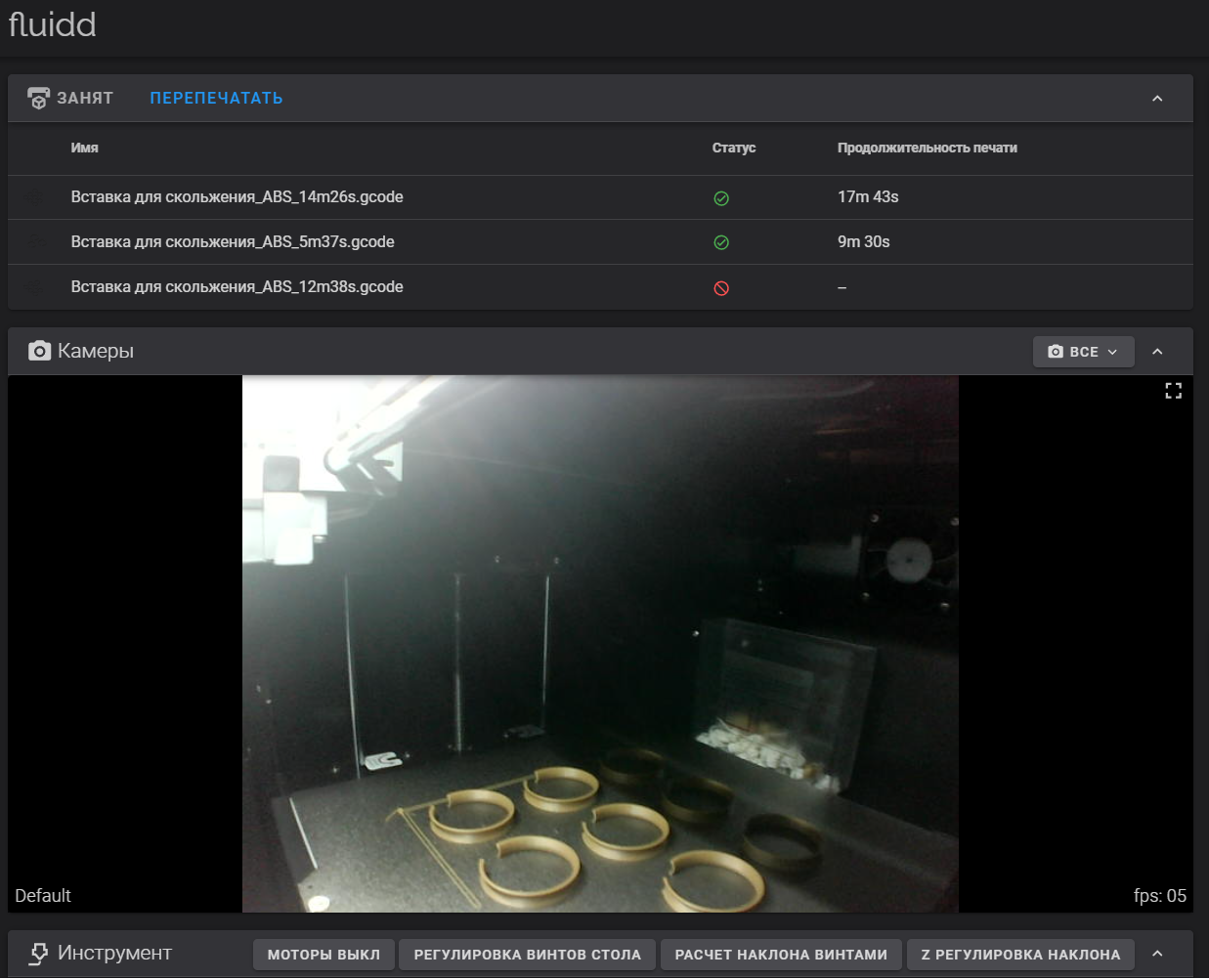 706 Кб, 1237x1003
706 Кб, 1237x1003
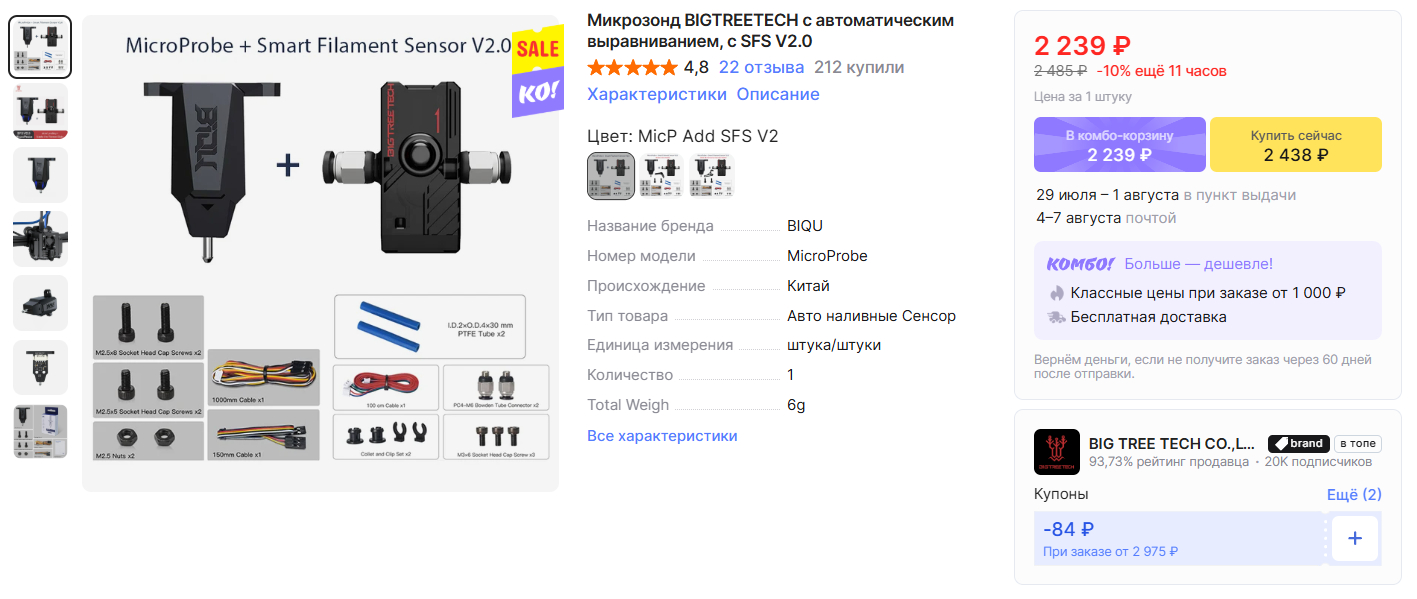
Если это полноценный клипер с гитхаба, то ты не там ковыряешься. Флюид это вэбинтерфейс так-то. Выше на уровень подымись
Все, нашел, я затупил, он там же был, но ниже.
Если ты про кнопки в интерфейсе, то не знаю, я пока нуб в этом, просто юзаю принтер как есть с родной автокалибровкой.
ХЗ, но 3 месяца назад брал чисто микропроб по 1,4к. Если к нему докинуть датчик филамента то +- и вышло бы 2,3к
Берутся точки стола рядом с винтами, считается между ними разница, винты едут что бы компенсировать разницу и поставить стол в горизонт. Система для принтеров с Z без синхроремня
Шаговики если всё штатно то не пропускают шагов. Выравнивание нужно после того как они обесточиваются и стол можно хоть как руками крутить или сам может уехать.
У твоего принтака же голова не дрифтит в угол с каждым слоем дак почему стол должен?
На старой дрыге в конфиге можно задать шаг резьбы и после того как датчик пробежится по углам - выпадет менюшка какой винт в какую сторону и на сколько минут повернуть. После этого снимается карта стола.
Aka screw tilt.
Зачем вообще все эти переводы сдайсеров и веб морд если с ними становится вообще нихуя не понятно о чём речь
Я имею ввиду, что подсказка какой болт на сколько провернуть тебе показывается и не нужно наугад крутить.
Это клипер блядь. Флюид это вебморда клипера ебанарот.
https://www.klipper3d.org/Manual_Level.html

Кидай скриншоты, показывай что там у тебя платное. Тебе вообще зачем это? Это нифига не детская игрушка.
Я решил вопрос для себя как настоящий гигачад - 100 рублей 30на30 войлока 4мм, двусторонная лента за полтос. Теперь у меня околобесконечный запас ширкачей.
А плотность совпала у оригинального и покупного, по ощущениям оригинальный какой-то супер жесткий.
Работает даже лучше, ты можешь посмотреть не только войлок, но и фетр, есть жесткие изначально фетры, продаются где-угодно для рукоделия, тебе даже не 4 мм нужно, а хотя бы 2 и клейкая лента или подложка нужной толщины(можешь напечатать).
Войлок и фетр продаются взаимозаменяемо, но у меня войлок прямо как из валенка и норм. Были бы у меня дедовы валенки - пустил бы их на это
Про разнообразие варинтов понятно, но не нравится, что матерчатая подложка буквально в момент говняется непоправимо и утрачивает качества, попробую силикон пока, он не должен по идее сильно говняться.
Кулсторибоб, ну да похуй. Ткни мультиметром если и он тебе не покажет вольты, то мои соболезнования

Потому что процесс сложнее чем сделал ты, форму печатают на 3д принторе, обрабатывают, потом ее заливают силиконом и потом в силикон заливают что нужно.
то есть вместо вазелина обмазать силиконом? есть мази гели строительные силиконы, а какой именно силикон брать?
Он самый
Печатаешь мастер модель. Заливаешь силиконом. В форму из силикона льёшь уже что тебе нужно
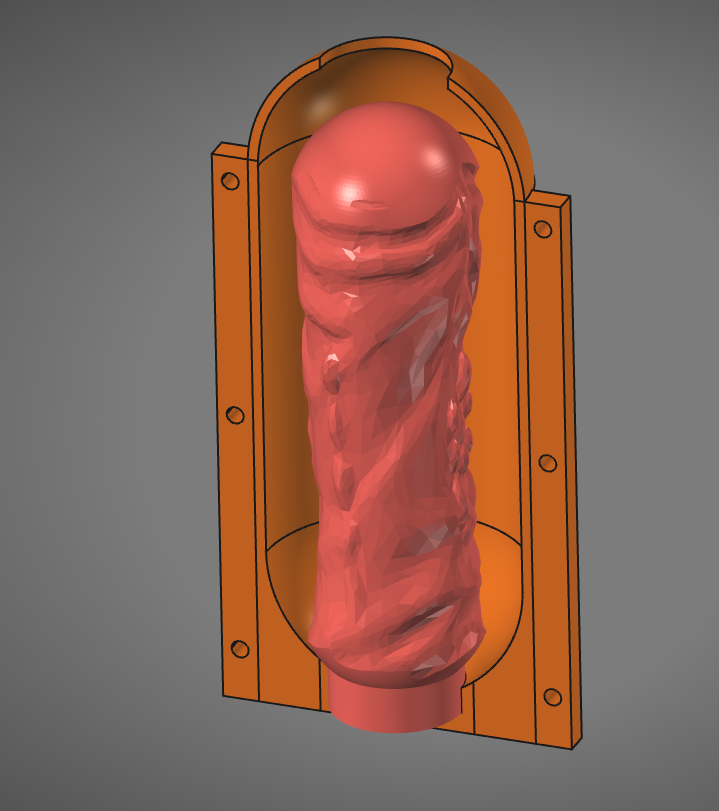
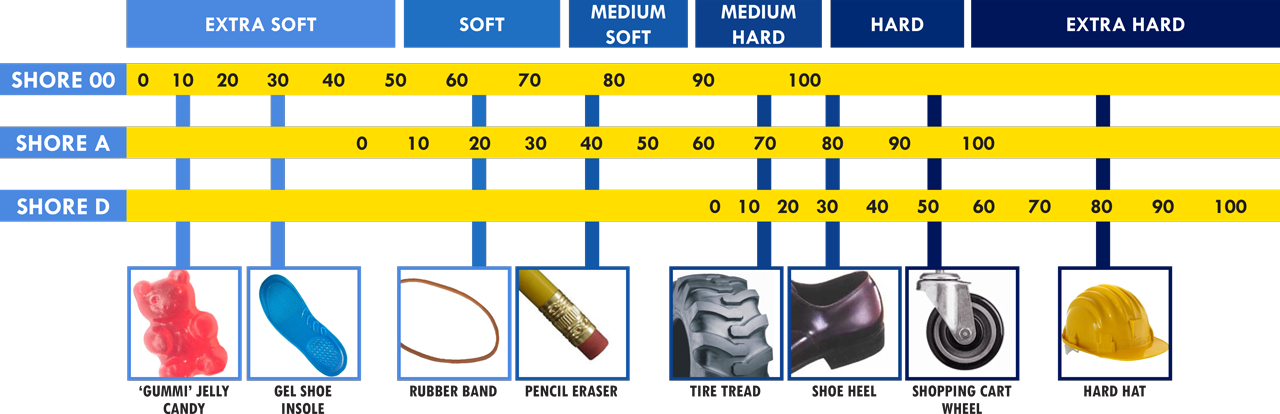
Вот это я зашел. Вспомнил, что есть такой тред и решил поделиться своей идеей распечатки силиконовой пизды, а тут уже кто-то додумался. В общем модель готова, жду силикон. Модель сделал по размерам тенги спиннера, который у меня уже есть и который пора менять.
>>80157
0A это жесткий, попробуй 5 или 10 (см. пик 2). Я для теста взял 10, попробую отпишусь.
 116 Кб, 750x1000
116 Кб, 750x1000Еще в комментах к силикону увидел такую приблуду и думаю попробовать в следующий раз форму засунуть в банку и откачать воздух.
Да сразу чайный гриб еби и всё. Помпой можешь пенис предварительно вакуумировать.
Пиздец, в 20м веке люди использовали маломощные компьютеры чтобы человека на Луну отправить, а этот гений имея фактически суперкомпьютер, по сравнению с прошлым, тратит эти ебические вычислительные ресурсы для изготовления примитивной пизды.
 59 Кб, 1024x768
59 Кб, 1024x768Отпечатал много катушек PETG, горя не знал. Вдруг началась залупа конская, пробки. Перебрал экструдер, сопло новое поставил - всё равно печатает хуёво, пластик недодавливает, вся модель в щелях и расслаивается.
Такое вообще может быть, что термобарьер изнутри покрылся коксом, нагаром и говном до нерабочего состояния? Или это у меня катушка попалась проклятая с низкосортным пластиком?
Может этот PETG какой-то охуенно гигроскопичный попался, такое бывает вообще, чтобы одна катушка воду впитывала, а другая не впитывала?
Всё в голове кроме сопла можно считать вечным
Новая, да. Но странность в том, что я их купил в одном месте две штуки одинаковых. Первая отпечаталась нормально. Вторая лежала в комнате рядом с остатками других катушек, и на ней начались глюки.
 352 Кб, 1444x556
352 Кб, 1444x556Поставь любую старую ан которой норм печаталось если есть возможность, а вообще купи себе пик, лишним точно не будет даже если не во влажности дело.

ЧЕ БРАТЬ ТО?
Мажу просто любую nlgi-2. Конкретно сейчас рубин от вмпа (в т.ч. и в велосипед её наваливаю где нужна погуще)
О! Расскажи подробнее как мажешь? Кисточкой, ватной палочкой? Густым слоем или нет? После прогона стола вверх вниз мажешь еще раз тут же?
Квидик ещё не мазал. Прошлый принтер просто разбирал и набивал подшипники смазкой - хватало на долго.
С q1 думаю такой финт не прокатит т.к. шатал я его разбирать
Делай как китаец с обучающего видео, через тряпку. Специально сняли чтобы вы ватной палкой не смазывали.
Кароч, дело было действительно во влаге. После пяти часов сушки в сушилке для фруктов всё начало печататься идеально.
Но всё же я в ахуе, потому что другая катушка с остатками PETG лежала в том же месте столько же времени, и до сих пор хорошо печатается без всякой сушки. Получается, что сортов PETG существует множество, варят их кто во что горазд. И некоторые катушки пиздец как сосут влагу из воздуха, а другие не сосут.
Краситель на свойства влияет.
 241 Кб, 1280x1280
241 Кб, 1280x1280Легких бабок не бывает. Люди печатают всякие шестерни и продают на Озоне, где каждый желает наебать всех в этой области, если печатать качественно, то профит небольшой, если напечатаешь уникальное, то купят и спиздят, начнут сами продавать. Читал истории судебных разбирательств по поводу такого копипиздинга. Можно в ТГ канал завести, рекламить, можно ногами ходить по автосервисам и оставлять свои визитки, дохуя всего можно придумать.
Ну и конечно прежде чем предлагать ты должен ЧЕТКО понимать, что ты можешь предложить, сколько тебе это будет стоить, понимать с кого можно побольше взять и почему и прочее и прочее. Надеюсь ты понял, что тема не на интерес и подходить нужно со всей ответственностью.
Можно. Я просто делаю такие отверстия, чтобы винт сам резьбу продавливал. Можно делать паузу в печати и закладывать гайки ещё.
Ну дык. Только гайки лучше квадратные.
Вплавляют их туда где постоянно нужно вкручивать/выкручивать или большая нагрузка
Чтобы гайка жестко и идеально без перекосов сидела нужно немного повозиться, проще вставку впаять и стоят они копейки. Резать резьбу в пластике ну такое, только если обычное отверстие делать и саморезы вкручивать, как в бытовой технике, метрические болты пластиковую резьбу сорвут на раз.
Смотря, какие задачи же. Просто две половинки корпуса электронной махарайки или плату в ней нормально держат.
Если крутить, как безумный, то и вставку провернуть можно.
Сдуру можно и хуй сломать.
Любые задачи на долгосрочную перспективу, лучше сразу делать нормально ибо одно раздолбленное меленькое крепежное отверстие и все изделие испорчено, ну или придется колхозить заплатки.
Вот видос по крепежу.
https://www.youtube.com/watch?v=HgEEtk85rAY
qidi how to lube в ютуб напиши, йододефицитный.
 194 Кб, 400x434
194 Кб, 400x434ГОЙДА!
Принтер за 30к может купить себе любой. Тем более конкуренция. Найди на printables или cults3d в их поиске modern machine, там горшки, плафоны, подсвечники. Модели есть бесплатные, есть за 5 баксов, а потом поищи любую яндекс-картинками и найдешь на озонах, вб, авито кучи барыг, которые продают именно их за 5-10к рублей, лол.
Суть в том, что ты не пробьешься, любое что ты мог бы придумать делать и продавать - скорее всего уже продается там.
Но, очевидно ты можешь, как бы это очевидно не звучало, монетизировать навык создавать модели. И я не про небольшой опыт в моделировании, где ты в каком-нибудь каде выдавил пластинку и сделал в ней 4 отверстия, а полноценном сложном или скульптинг типа в блендере, модельки на заказ или для тех же площадок. Но это того просто не стоит, шанс что ты придумаешь что-то, что кому-то захочется это купить и этого нет в бесплатном виде очень мал, это помимо скульптора надо быть еще и талантливым или хотя бы иметь какой-то дизайнерский вкус.
Но с такими вопросами я сильно сомневаюсь что ты этим займешься. А любое прикладное изделие почти всегда проще и дешевле купить готовое, если это не какая-то редкая вещь, типа какой-то детали для какой-то техники, но и для этого уже есть сотни мастеров на авито, которые и смоделируют и напечатают. Соревноваться с ними или с продающими этот >>80788 хлам ты можешь только если сам станешь таким же - купишь ферму и будешь затаривать пластик оптом, иначе робота Z ты будешь продавать за 2000 вместо 800, и никто его у тебя не купит.
Да из петга его печатают, там только резинка от эспандера. Это скорее sling-bow, т.е. у него спереди просто два крюка для резинки, нет "рук"/"плечей" обычно, хотя такая версия есть, но она тоже использует силу резинки, а не сгиба материала как классические арбалеты или луки.
Так что его можно чуть ли не из пла делать, но лучше конечно петга/петга-цф/абс-гф/цф, ну и если хочется - хоть из нейлона, но смысла нет, да и тогда купить за 3к уже готовый, хоть и не многозарядный становится выгоднее.

 8 Кб, 251x242
8 Кб, 251x242быстрофикс, обезьяна картинку обрезает/пережимает ни че не работает...
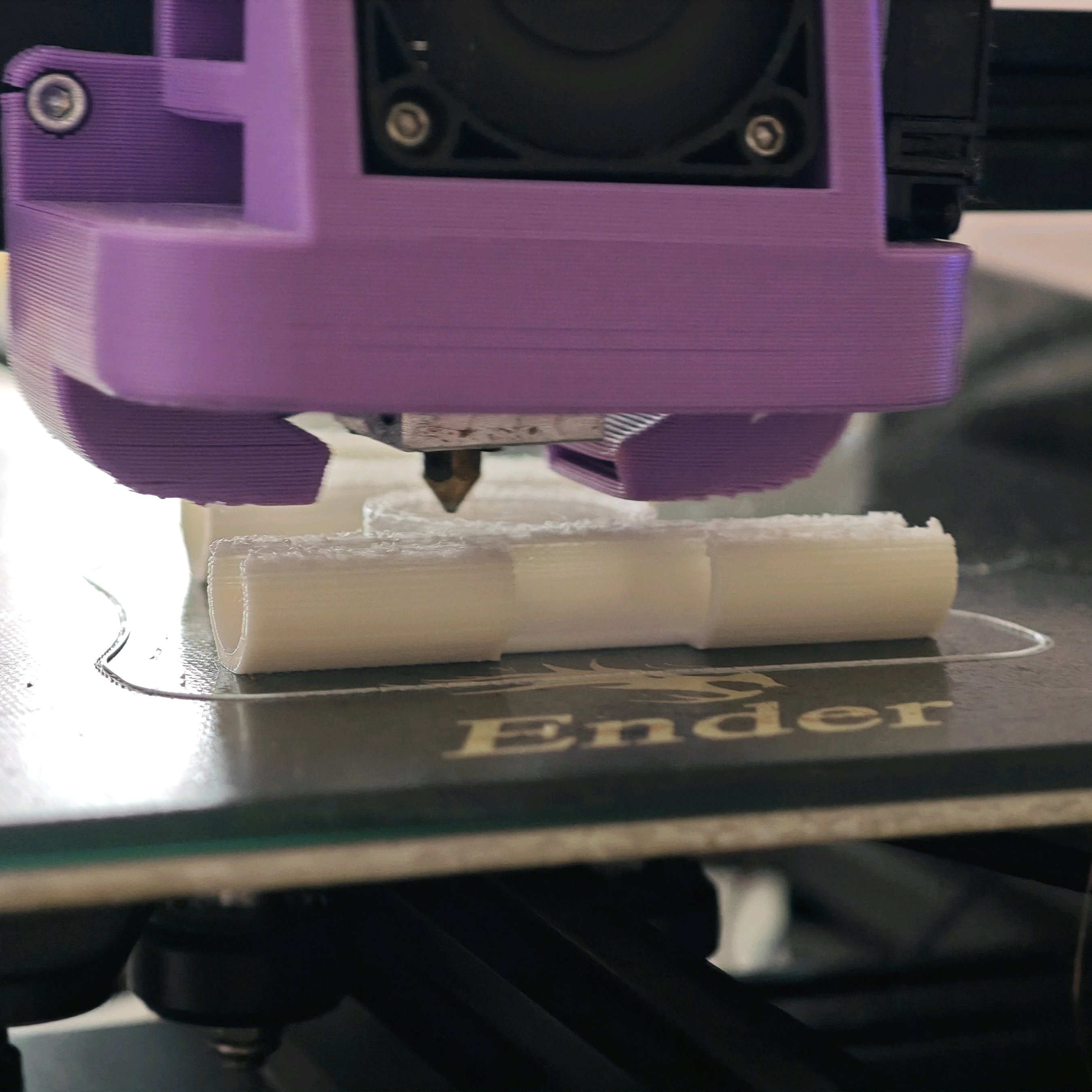 728 Кб, 2700x2700
728 Кб, 2700x2700

 136 Кб, 388x231
136 Кб, 388x231Не могу сказать т.к. не менял ни разу, нужно другого анона ждать. Что за мусор? Сопло снова не забилось?

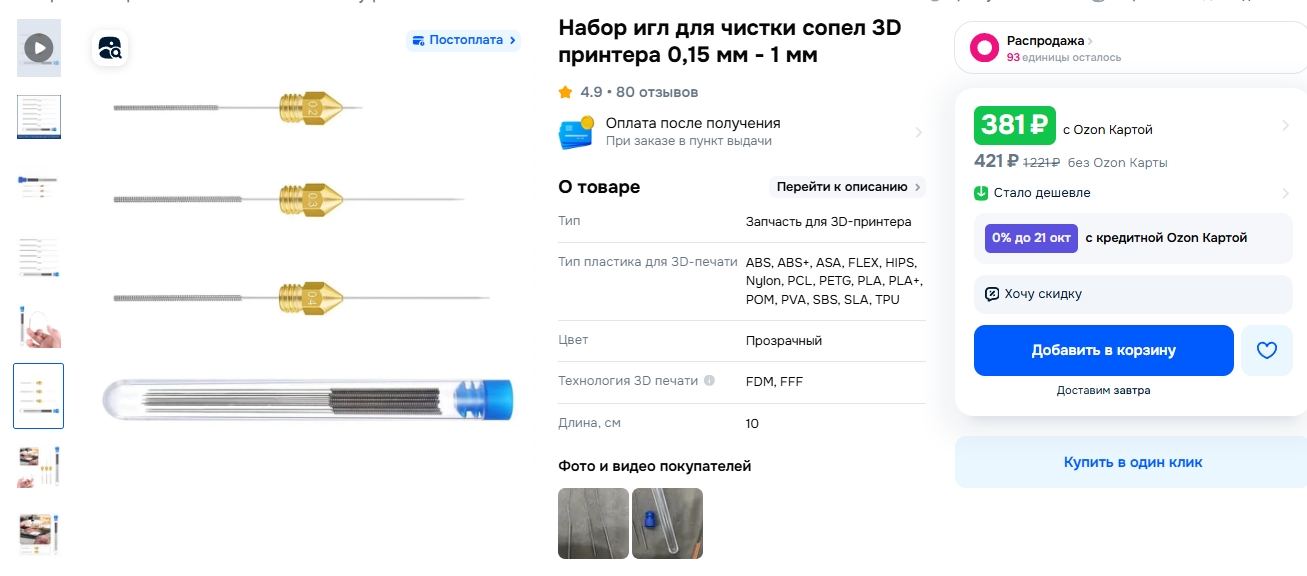
Не слушай этого >>80853 хуйню пишет, не нужно прокаливать сопла и остужать принудительно водой тоже не нужно и лимонная кислота не пойми нахуя нужна.
Нагреть паяльником или феном и прочистить специальной иглой, если пластик растворим в бытовых растворителях можно кинуть сопло в растворитель. Лучше скомбинировать несколько методов. Еще можно не парится и заказать сопла, лучше не совсем дешманские.
Принял
Как лучше поставить деталь, на одну сторону или на другую и почему, шиз?
Позвони 117, спроси.
я бы поставил на одну сторону, на другую мне не нравится, каких-то конкретных причин нет, но совокупность внутренних ощущений подсказывает мне этого не делать.
> хуйню пишет
Калёные и прочие сапфировые, очевидно, не стоит так чистить. Но речь идет о дешманских латунных. Так схуя ли нельзя? расскажи пожалуйста
 192 Кб, 229x345
192 Кб, 229x345К сапфиру говно поди и не пристаёт особо.
Кекнул с наполнителя для кошачьего туалета.
Посоветуйте пластик для новых ножек
Петг, абс, нейлон, небо, аллах
ТПУ очевидный. Во-первых очень полезно иметь моток тпу, часто по дому где-то пригождается, я вот напечатал полоску, которая не дает холодильнику резко открываться(она сжимается), несколько уплотнительных колец на всякое, ножки-подставки для своего принтера, массажный шар кстати офигенный получился, правда дороже чем его купить готовый, лол.
С тпу ты можешь играть с настройками, он очень по-разному себя ведет в зависимости от заполнения(инфилла) и того какой поток, тпу можно "недоливать" и он будет мягче. Обычный 95а подойдет. ИМХО каждому надо открыть для себя ТПУ, помимо полезности в куче разных мест, он сам по себе неуничтожимый нахуй, это очень прочный и устойчивый материал, единственная проблема - 3-4 максимум кубомиллиметра/секунда, медленно, быстро печатать не выйдет.
нашел из полезного вот этот материал:
https://blog.rahix.de/design-for-3d-printing/
Изучай на практике исходя из своих задач, ставишь цель, гуглишь как это реализовывали другие, полно видео и статей, столкнулся с проблемой, гуглишь, впитываешь. Изучать без практики это серьезная потеря в эффективности.
А вообще для данной области крайне желательно инженерное образование, неважно какое, оно само по себе закрывает просто дохуя белых пятен, если же тебе по жизни не повезло и ты гуманитарий или еще хуже шиз с установкой "ВУЗ не нужен", то могу только посочувствовать.
Да как бы сам 3д принтинг нехуй изучать, 10 настроек слайсера и все, остальное - наработка с разными материалами, и то в большинстве случаев ставишь готовый пресет и работает. Конкретные знания смотришь когда тебе надо печатать что-то, типа надо печатать полипропиленом, а он сука не клеится ни к чему, ты читаешь что он хорошо клеится сам к себе, обматываешь обычным скотчем пластину и внезапно все липнет отлично.
А что ты запостил - основы инженерного проектирования, просто под 3д принтинг, для образованного человека там нет ничего такого, буквально "не какайте мимо унитаза", просто очень много людей в хобби, что купили принтер ради осминожки и дракона из pla и они печатают вообще не понимая что там слои, что там за инфилл, что там за адхежион, что там вообще что-угодно.
Я так подозреваю 99% 3д печатальщиков вообще не скачивают никакой кад, или блендер, это какой-то запредельный уровень задротства для них, у них просто на принтаблс нажать печать прямо в орку, как-то похуй как на простых настройках слайс и принт и все. Никто этой инженеркой, цф/гф наполненными нейлонами, проектированием с учетом особенностей 3д печати, не заморачивается просто, дракон заебись, принт.
 153 Кб, 701x374
153 Кб, 701x374Как печатать этой хуйней? Кое-как удалось подобрать температуру головы и стола (260 / 110, попадает в диапазон рекомендаций производителя), но все равно - 1/5 принтов корежится, отслаиваются края.
Пробовал на крупно-текстурированой плите печатать, на мелко-текстурированой, с клей-карандашом, без клей-карандаша, с мытьем спиртом, без мытья спиртом - пахую.
Камера закрытая, но прогреть выше 50 не получается.
Это типичное? Или что-то еще можно сделать? Сушить этот нейлон поможет?
Вентилятор на голове пришлось выключить совсем, но на мостах провисания пиздец сильные.
Сушить его нужно в духовке. У меня есть и нейлон и квидик с 65 в камере, но печатать мне нечего, так что может кто другой есть с реальным опытом
Когда-то давно я начал ловить пробки со страшной силой. Сменил кучу сопел, чистил термобарьер (цельнометаллический), прокаливал термобарьер, дрочил его изнутри тонким сверлом - всё это было бесполезно. Когда поставил новый - проблема ушла.
Сейчас у меня биметалл. Который прекрасно отработал множество катушек, но снова началась хуйня. И с petg, и с abs. Смена сопел не помогает. Попробовал свернуть трубку из наждачки и прочистить - на одну модель его хватило, на второй снова пробка.
Какого хуя-то, блядь? Что так безвозвратно в термобарьере теряется? Он по особому полированый изнутри что ли? Или у него со временем микротрещины образуются и диаметр гулять начинает? Я уже просто охуеваю с этого ведра с болтами.
Попробую сушить.
Клей-карандаш, кстати, положительно влияет судя по всем.
Что с мостами делать?
>квидик с 65 в камере
Рисковый ты парень, квидики запрещают ставить температуру выше 55. Вентилятор поставил на голову?
Просто убрал крышку с головы
 47 Кб, 1332x808
47 Кб, 1332x808И ещё вопрос. Elfin поддерживает формат cws, но пруша в него экспортировать не умеет.Но умеет в zip.Zip-файлы в меню самого принтера отображаются. Можно ли обойтись зипами или же нарезку нужно обязательно конверитровать в cws?
мне ОЧЕНЬ интересно разобраться, какого хуя.
 15 Кб, 802x448
15 Кб, 802x448Если деньги есть, печатает он так же как и старые, но стоит ебически дорого да и данных по эксплуатации нет никаких, лучше подождать пока бетатест другие проведут.
Посмотри обзоры на ютубе, уже много кто выпустил.
 587 Кб, 1466x609
587 Кб, 1466x609Скидки наескидки. Какая цена была до скидок? А то на Алике тоже любят написать скидка 90000% написав произвольно "предыдущую" цену.
>но китайцы опять всех выебали и ценой и качеством
А потом еще и выебут тем, что без подключения к сети принтер работать нормально не будет и только с сапогом в жопе от дядюшки Ляо ты сможешь печатать.
И заблокирует удаленно, когда производитель пытается засунуть в жопу пользователю онлайн зонд, будь готов неприятностям. Трактористы ДжонДир соврать не дадут.
Почему кстати эти принтеры не джейлбрейкнут? Эппл ебали, нинденду ебали, почему бамбук неебут?
- Новый термобарьер. Биметалл.
- Новое сопло.
- Новая катушка. Только из пакета с силикагелем.
ТРИ ПРОБКИ ПОДРЯД НАХУЙ!
Что за хуйня происходит вообще? С трудом удерживаюсь от желания разъебать это говно молотком и вынести на помойку.
Купи термодатчики и измерь температуру на барьере и перед ним, возможно пластик тупо плавится задолго до сопла.
Большинству похуй, они занятые белые люди в странах первого мира, принтер делает свое дело и это им и нужно, а производитель на совсем анальные меры пока еще не пошел.
> Только из пакета с силикагелем
Это ни к чему не обязывает. Он может быть так же спокойно в состоянии "хоть выжимай руками"
Температуру внешней термопарой мерял. Вроде показаниям соответствует. Печатаю на 240С.
>>81701
Пластик НИТовский, сушил всю ночь. Только что поставил на печать - эта ёбаная мразь даже первый слой не отработала и словила пробку.
Я уже просто не знаю, что с ним не так. Даже термопасту мазал между хотендом и радиатором - похуй ему. Хотя до этого нормально отработал кучу катушек того же самого petg. В этом принтере законы физики изменились наверное. Хочется уже сжечь его нахуй и закопать на индейском кладбище.
>кучу катушек того же самого petg
Есть еще вариант, что подающие шестерни сточились и сила подачи уже не такая большая.
Мой прозрачный нит печатался но если скорости не поднимать выше 60ммс. Хуже был только лидер3д который ехал как-то на 20. Крутанул температуру вправо/влево и пиздец.
От других производителей печатается в гораздо больших окнах
Ты должен очень хардкорно играть, иметь много друзей и организовывать по 7 разных игр в неделю, чтобы оправдать покупку хотя бы за 50 тысяч.
Поищи на авите, много владельцев печатают на заказ, там условно цена х1.5-2 от того что это стоило бы тебе, но это все равно дешевле чем покупать официальных спейсмаринов или дроч-фигурки.
Но если собрался - можно и на фдм печатать без видимых линий, это не сложно и не требует особых вещей. Смола очень заебная и вонючая все таки. Плюс с обычным принтером, если купишь что-то типа q1(или сейчас появится q2) или карбон, короче с активной камерой и комплектным(докупленным) каленым соплом - получишь доступ к печати инженерными полимерами, а это приколдесно бывает. Камера активная не особо добавляет к цене принтера, но зато позволяет без проблем печатать abs'ом, это очень ходовой и дешевый пластик, который не портится и не плавится от хуйни как pla(самый популярный пластик), и его плюс что его можно печатать при любой температуре, что означает что его можно печатать очень быстро. Если купить 0.2 сопло для твоих миниатюрок, то лучше быстрый пластик использовать, так как любая печать будет очень долгой на обычных скоростях.


>Есть еще вариант, что подающие шестерни сточились и сила подачи уже не такая большая.
Хз, с виду подача довольно сильная, если рукой филамент держать. Если совсем крепко держать - она пластик проминает/прогрызает. Я ещё прижимную пружинку усиливал, чтобы точно ничего не проскальзывало.
Высунутый филамент после пробки выглядит с изломом и слегка изогнутый дугой, как будто его туда со страшной силой пропихивало.
Может быть шестерня слишком горячая - хотенд у меня типа пикрелейтеда, где алюминиевый блок прикручен прямо к мотору, и сверху закрыт радиатором. (Промежуток между радиатором и блоком дополнительно промазан термопастой.) Но я трогал мотор и радиатор непосредственно в ходе печати. Они довольно горячие, но не обжигают пальцы как должны при температуре размягчения petg.
>>81718
Т.е. это всё-таки НИТ говноконтора с говносырьём?
> НИТ говноконтора
Не знаю, может так. Лишь описал свой опыт. Для проверки просто закажи ереван/синтек/хайтечпласт - с ними у меня всё гладко идет
Может его уже нахуй в церковь свозить? Там просто нет ни единой физической причины для застревания.
Чекни винт оси z не качается ли. Смажь если пыль/волосня накрутилась
Требуется печать всякой декоративной штуки, а так же всякие нагруженные детали типа шестерней для бати.
Возможно в будущем печать инженерной хуйни на заказ т.к шарю в моделировании
Я смотрел в сторону п1с, но так понял что без нагревательной камеры он фуфло.
Желательно чтобы не было гемора всякого и косяков т.к с техникой особо не дружу
Ну есть бамбук с термокамерой для домохозяек его и бери
Иди нахуй, петух не́мощный.
Ретракты я уменьшал вплоть до капающих соплей, но похоже это не ретракт.
Пикрелейтед - огрызок вытащенного филамента в профиль и в анфас. Следы от шестеренки ясно просматриваются. Сверху какой-то непонятный излом. И тут сразу две странности:
Во-первых, этот излом находится выше зазубрин. Ниже излома филамент прямой, почти на всю длину термобарьера. Ниже излома зазубрины заканчиваются, выше излома следов нет.
Во-вторых, на самом изломе просматривается сгрызенный участок, но сгрызен он как-то странно. Как будто прошлись фрезой с неполным заглублением, выпилив прямой угол. Я подрисовал эти контуры, чтобы было лучше видно.
В-третьих, сам излом направлен не вбок, а вперёд, вдоль оси шестерёнки.
То есть, НЕЧТО изогнуло филамент НАД шестерёнкой настолько, что он почти перестал на неё попадать. Самый край шестерёнки выгрыз вот этот аккуратный кусочек под прямым углом, и на этом подача прекратилась.
Вот только что это могло быть? Из возможных кандидатов это либо рывки филамента от движений каретки, либо прижимной ролик. Если на этом ролике распердолило подшипник - теоретически он мог бы как-то перекосоёбиться, чтобы филамент соскочил вбок. Это странная гипотеза, но она хотя бы объясняет, почему принтеру вообще похуй на любые шаманства с температурой. Вроде не те там нагрузки, чтобы подшипник ломался.
Проверь, в одной ли плоскости направляющий ролик с отверстиями, через которые проходит филамент
Народный qidi q1. Если тебе очень надо больше 25 см детали - qidi max, это тоже самое но чуть побольше и дороже на 20к.
Аникубик кобра s1 вроде посмотри, 45к, но в комплекте амс, позволяет 4 катушки держать на готове, печатать разными цветами(правда ты потратишь больше пластика на отходы, чем на саму деталь), но опция доступна. Тоже камера подогревается.
Со всеми этими ебля возможна, все таки это китайский кал за три хандред бакс(ладно чуть дороже).
Бамбуки с камерой - карбон x1е, тысяч 150, h2d/h2s/h2dpro с камерой, все за 300.
Ну и креалити можешь посмотреть, но там вроде 130 стоит набор с амс и гретой камерой.
Таки догадка оказалась верной. Подшипник цел, ролик в одной плоскости с отверстиями. Но оказывается в прижимном рычаге образовалась малозаметная трещина, из-за которой ролик мог под давлением прижима чуть сместиться, образовав щель, достаточную, чтобы в неё проскочил филамент. А когда он туда проскочит - ролик встаёт на своё место и вытесняет филамент, изгибая его буквой зю и лишая контакта с шестерёнкой.
Кое-как сделал запаску. Пока вроде печатает без эксцессов и на нормальной скорости. Пиздец, вот это я экзотический баг словил.
Для нищевкатуна в 3д за 10к хватит такого? Много ли гемора будет?
https://www.avito.ru/chelyabinsk/orgtehnika_i_rashodniki/3d_printer_creality_ender_3_s_dorabotkami_4576734005
>Creality K1 Max нормально будет работать из коробки если я хочу не слишком много пердолинга?
Баля, откуда вы все беретесь?
Ты получишь коробку, ты достанешь его, ты открутишь пару болтов и отрежешь пару хомутиков, все можешь заправлять и печатать лодку вшитую в принтер.
Но, во-первых, ебланы бывают на любой вкус и цвет, и возможно ты считаешь заправку принтера пердолингом. В бамбулабе ты просто катушку кладешь, пруток подставляешь и он сам все делает. А тут скорее всего надо отрезать, пропихнуть, нажать, подождать, дать ему выдавить немного. Во-вторых, опять же к вопросу о ебланах, разберешься ли ты со слайсером, ладно установить орку ты сможешь, но вот все эти настройки, это пердолинг? Слои эти, скорости, толщины, швы, каймы, юбки, поддержки, стенки, заполнение? Нет, ты можешь покупать пластик, который уже есть в списке и включать его и делать своего дракончика и в целом так 99% делают. Ты просто пойми, что суть 3д принтинга как хобби - это пердолинг, это именно что пердолинг по софту, харду и материаловедению с примесью 3д моделирования. А если ты не хочешь этим заниматься, а хочешь ПРИНТЕР КРУТА, напечатать там дракончика, то поверь мне, твой принтер уже через неделю будет на авите, стандартная ситуация, у 99% людей нет фантазии что-то печатать, придумывать проекты, просто приколы печатать, регаться на всех сайтах с моделями, разбираться что там pla, petg, abs, asa, sbs, pa, pp, pc, tpu и все с cf, gf. Понимаешь что от этого перечисления у некоторых пися встает?
А если у тебя застрянет кусок пластика в голове, как у анона через пост выше? Это пердолинг - открутить несколько болтов, снять шестерни, вытащить пластик и собрать обратно, понять что ты датчик филамента магнитом не в ту сторону установил, повторить весь процесс?
Минимальный пердолинг это принтеры бамбулаба, но они и стоят все, кроме а1 за сотыгу, и смысла нет, есть смысл в дешевом а1, и есть смысл в h2d за 250+, а промежуточные только ради "меньше пердолинга" можно брать если хлебушек.
>>81801
Какая разница сколько гемора будет с этим принтером. Если у тебя денег есть только 10к на принтер 18го года, то чем ты собрался печатать? Будешь покупать за 700 рублей пла российский, а потом смотреть в слайсере модельку и там будет типа 120g, и ты такой "Не, это слишком масштабно для меня". Я не гейткиплю или еще что, наладь себе жизнь, чтобы в твоем вопросе стоял bambu a1 за 30к, тогда гораздо веселее тебе будет.
>Creality K1 Max нормально будет работать из коробки если я хочу не слишком много пердолинга?
Баля, откуда вы все беретесь?
Ты получишь коробку, ты достанешь его, ты открутишь пару болтов и отрежешь пару хомутиков, все можешь заправлять и печатать лодку вшитую в принтер.
Но, во-первых, ебланы бывают на любой вкус и цвет, и возможно ты считаешь заправку принтера пердолингом. В бамбулабе ты просто катушку кладешь, пруток подставляешь и он сам все делает. А тут скорее всего надо отрезать, пропихнуть, нажать, подождать, дать ему выдавить немного. Во-вторых, опять же к вопросу о ебланах, разберешься ли ты со слайсером, ладно установить орку ты сможешь, но вот все эти настройки, это пердолинг? Слои эти, скорости, толщины, швы, каймы, юбки, поддержки, стенки, заполнение? Нет, ты можешь покупать пластик, который уже есть в списке и включать его и делать своего дракончика и в целом так 99% делают. Ты просто пойми, что суть 3д принтинга как хобби - это пердолинг, это именно что пердолинг по софту, харду и материаловедению с примесью 3д моделирования. А если ты не хочешь этим заниматься, а хочешь ПРИНТЕР КРУТА, напечатать там дракончика, то поверь мне, твой принтер уже через неделю будет на авите, стандартная ситуация, у 99% людей нет фантазии что-то печатать, придумывать проекты, просто приколы печатать, регаться на всех сайтах с моделями, разбираться что там pla, petg, abs, asa, sbs, pa, pp, pc, tpu и все с cf, gf. Понимаешь что от этого перечисления у некоторых пися встает?
А если у тебя застрянет кусок пластика в голове, как у анона через пост выше? Это пердолинг - открутить несколько болтов, снять шестерни, вытащить пластик и собрать обратно, понять что ты датчик филамента магнитом не в ту сторону установил, повторить весь процесс?
Минимальный пердолинг это принтеры бамбулаба, но они и стоят все, кроме а1 за сотыгу, и смысла нет, есть смысл в дешевом а1, и есть смысл в h2d за 250+, а промежуточные только ради "меньше пердолинга" можно брать если хлебушек.
>>81801
Какая разница сколько гемора будет с этим принтером. Если у тебя денег есть только 10к на принтер 18го года, то чем ты собрался печатать? Будешь покупать за 700 рублей пла российский, а потом смотреть в слайсере модельку и там будет типа 120g, и ты такой "Не, это слишком масштабно для меня". Я не гейткиплю или еще что, наладь себе жизнь, чтобы в твоем вопросе стоял bambu a1 за 30к, тогда гораздо веселее тебе будет.
>10 к
Я нигде не говорил, что это мои максимально доступные деньги, я просто вижу, что люди продают-покупают на авито эндер плюс-минус за эти деньги. Следил за рыночком, так сказать. А задумок в голове слишком много, если я буду покупать для каждой что-то, я точно охуею. Вот бы домик с гаражиком, вот бы токарочку, вот бы фрезер, вот бы трубогибчик, вот бы... Вот паяльную станцию купил, хотябы - хобби-ремонтом своего днище-говна я ее отбил уже несколько раз. Если печатью мелочевки которая появляется в голове я отобью эндер, мне не будет обидно, и я не получу дебафф к творчеству в 3д.
> bambu a1
Ну т.е. цена вката по твоему мнению - 30к и новый принтер. Просто так и скажи, к чему меня еще гнобить? Не все с серебрянным дилдо в жопе родились.
а что нельзя допилить эту термокамеру в p1s условный? я так понимаю надо просто наколхозить нагреватель с вентилятором и датчиком температуры, который туда засовываешь если надо и потом убираешь.
или как всегда "есть нюанс", что электроника отъедет? там в x1e что то усиленное в этом плане или как?
Смотри где-нибудь кто-нибудь делал и описывал. Может он просто будет выдавать алерт что электроника перегрета и все, а может нет.
Рано или поздно у тебя что-то отъебнет, но судя по твоим словам ты принтер используешь пару раз в год ради "прикольных" моделей из инета.
Придумай себе проект, напечатать из хотя бы абс-цф или гф себе держалку для ноута, Multifunction Arm mounting system, например, что-то такое, что из 4-5 "столов" состоит. Чтобы болты в ней закручивались, чтобы угол было легко сменить, чтобы выглядело неплохо. Ебля начнется. А на дракончике из радужного пла никакой ебли, ты тут прав.
Каждому своё, я например автомобиль не тюнячу как долбоёб и не дрочу на масла или присадки какие нибудь, не гоняю по ночам, а посидеть попроектировать что-то потом напечатать и пользоваться это за всегда пожалуйста
>а что нельзя допилить эту термокамеру в p1s условный? я так понимаю надо просто наколхозить нагреватель с вентилятором и датчиком температуры, который туда засовываешь если надо и потом убираешь.
С термокамерой целая куча проблем.
Во-первых, экструдер, каретка, кронштейны всякие содержат приличное количество пластика. Даже если это качественный ABS - по приближении к 100С это всё под нагрузкой может развалиться. Ремни тоже перегрев не любят, могут поплавиться или провиснуть. Прижимные винты на металлических частях придётся все перезатягивать на горячую, на всех шкивах и.т.п, чтобы не разболтались. Даже кабельным соединениям может стать хуёво.
Во-вторых, воздушное охлаждение перестаёт работать, поскольку охлаждаешь ты горячим воздухом. Т.е. надо полностью переделывать голову под водянку.
В-третьих, моторы надо или выносить, или колхозить им активное охлаждение.
В-четвёртых, надо воткнуть по всем поверхностям термоизоляцию, иначе ТЭН будет нормально греть только сам себя, а в камере поползут градиенты. У пиздатых камер вообще на каждой стенке по нагревателю.
В общем, это сложна, и прилично так удорожает конструкцию. На коленке можно сделать только хуйню с температурой 60-70С, но большого практического смысла в такой камере нет.
Термокамеру никто не греет до 100, Квидики не рекомендуют нагревать термокамеру выше 55, можно ставить 60 если вентилятор на плату экструдера поставить, там и место и разъем есть, нужно просто его купить и воткнуть, квидики по непонятной причине зажопили его сами поставить.
Но даже эти 60 градусов дают прирост прочности при печати АБС пластиком под 40% по тестам ну и сама печать АБСом идет как по маслу. Этого профита в домашнем принтере достаточно, чтобы желать сделать термокамеру.
Нагрев термокамеры под 100 это уже не домашние принтеры, а промышленные и это совсем другая история и другие деньги.
>Квидики не рекомендуют нагревать термокамеру выше 55, можно ставить 60
Устаревшая информация из видео рыжего жида. Это первая ревизия, фактически ни у кого нет первой ревизии, у всех уже есть езернет порт в квидике(2я ревизия), так что можно греть на 60. 65 не выставляется без копания в кишках.
Да и не нужно, 60 градусов хватает для полипропилена, абс, нейлона с лихвой. 90 градусов нужны для ультемов и пиков, а никто не печатает дома пластиками по 20к за кило.
У меня 2я ревизия, но на экране отображается предупреждение о лимите температуры в 55 градусов в термокамере, что не мешает ставить 60ю.

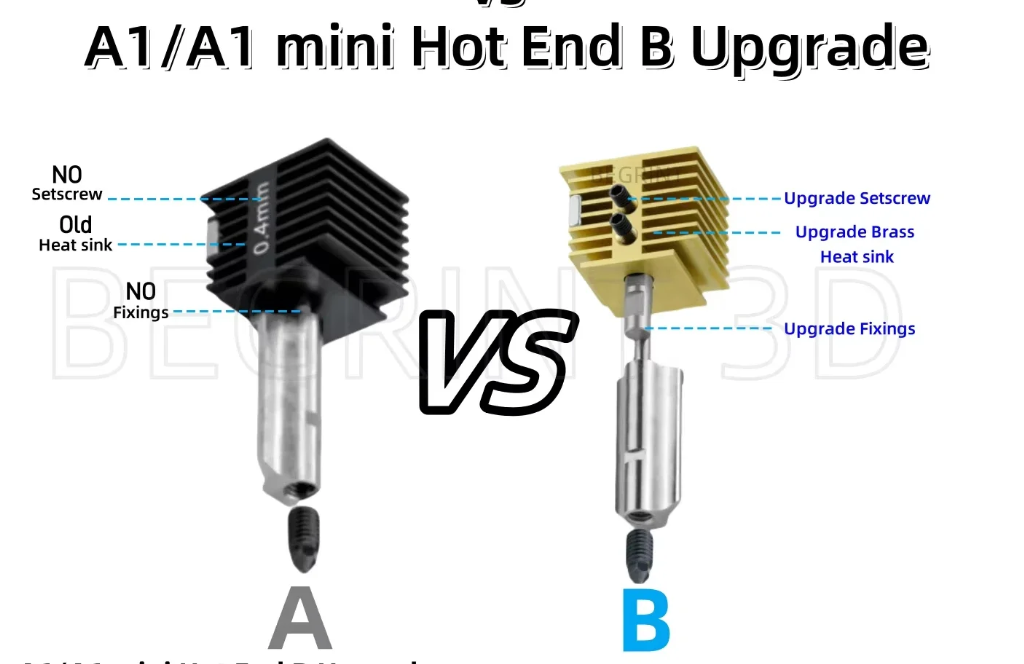
1) В базе хотэнд идет с соплом 0.4. Нужны ли мне разные сопла типа 0.2 для более качественной печати и к примеру 0.6 для более быстро печати, или это все хуйня и все печатают 0.4 ?
2) Хотэнд у бамбу неразборный, на алике (пик 2) продается кастомный хотэнд с ведром сменных сопел. Это будет работать или покупать оригинальные хотэнды от бамбу? Хоть один запасной иметь же нужно?
3) Я не смог разобраться по поводу слайсера, от него зависит реультат печати? Штатный слайсер нормальный или что посоветуете?
Может проще просто купить оригинальные хотэнды с нужным диаметром и не ебаться с разборной херней, откручиванием закручиванием?
Ну типа 30 баксов за хотэнд дакуя. Было б не дакуя, но я так понимаю сопла - расходник, можно повредить, износить, забить с концами.
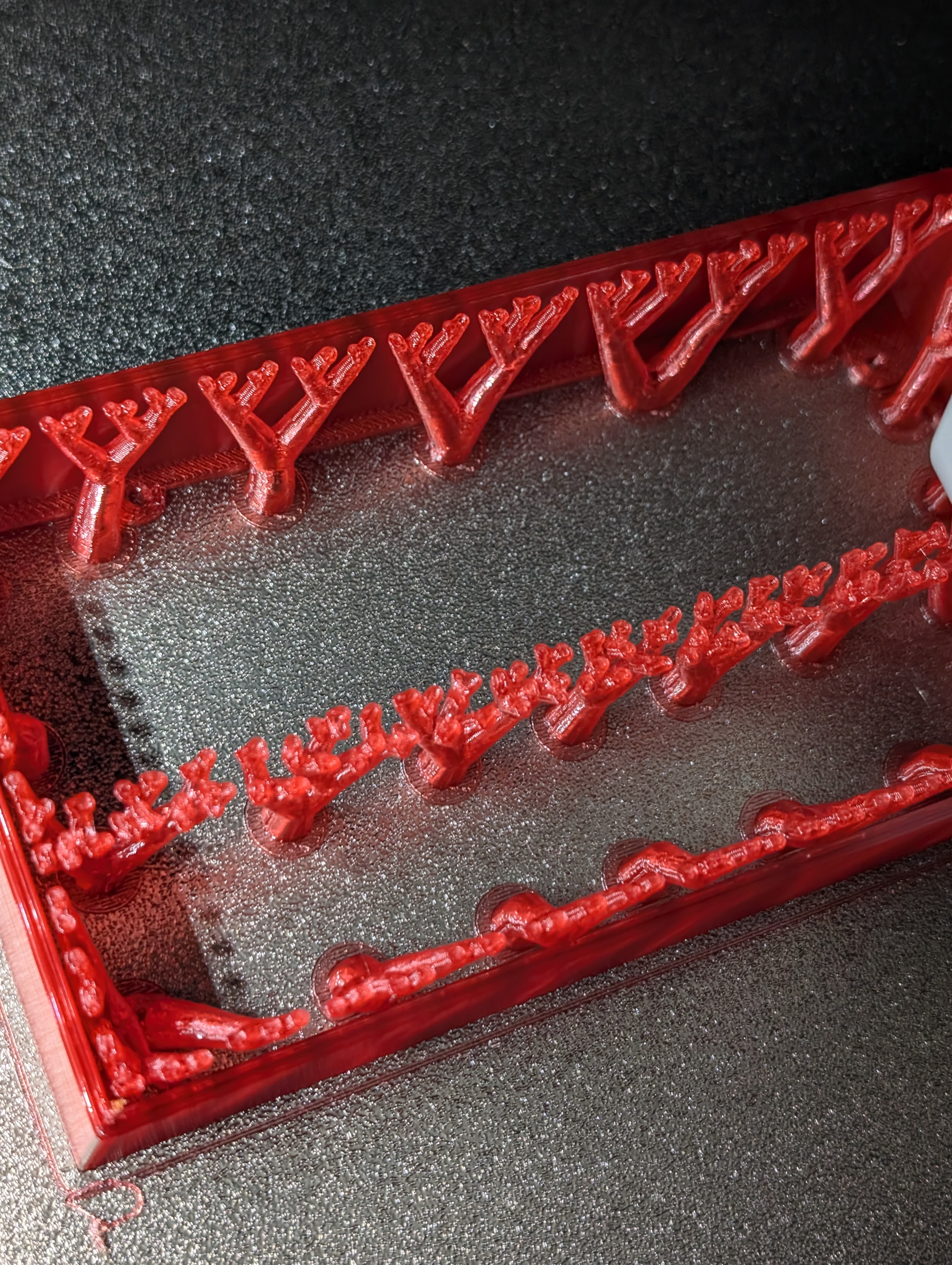 3,2 Мб, 3072x4080
3,2 Мб, 3072x4080Это скорее предупреждение "Не открывайте крышку и дверь если хотите поддерживать температуру выше 55 градусов", а не то что ты подумал и сейчас написал.
>1) В базе хотэнд идет с соплом 0.4. Нужны ли мне разные сопла типа 0.2 для более качественной печати и к примеру 0.6 для более быстро печати, или это все хуйня и все печатают 0.4 ?
Это все хуйня. 0.2 вообще не нужен, 0.6 печатает чуть быстрее, но надо уметь настраивать, чтобы он печатал так же хорошо как 0.4. Есть смысл либо всегда сидеть на 0.4, либо перейти полностью на 0.6 навсегда. 0.8 и 1 это шизофрения, технически ты будешь быстрее печатать и крепче, но вот оно тебя ебет, 3 часа или 2 часа? Ты куда-то спешишь?
>2) Хотэнд у бамбу неразборный, на алике (пик 2) продается кастомный хотэнд с ведром сменных сопел. Это будет работать или покупать оригинальные хотэнды от бамбу? Хоть один запасной иметь же нужно?
Ты купил не тот принтер для таких приколов. На А1 ты скорее всего будешь печатать дракончиков из ПЛА, сопла что в родном хотэнде тебе хватит на десяток лет. Запасной тебе нужен был бы, как и 0.6 или 0.8 для инженерки, а ты ей печатать на А1 не будешь, или не сможешь, или оно того просто не стоит.
>3) Я не смог разобраться по поводу слайсера, от него зависит реультат печати? Штатный слайсер нормальный или что посоветуете?
Пахую, они все - разные форки одной хуйни, там одинаковые алгоритмы, отличается только гипотетический набор крутилок, которые тебе доступны, например что-то можно включить в орке, что-то в пруше, какие-то эзотерические срани, которые для дракончиков из пла не реляют вообще, я на 95% уверен, что ты не переключишь настройки в advanced мод, потому что это 1) не надо, 2)вредно, 3)сложно.
>>82237
И закаленной стали хватит очень надолго.
Закаленная сталь проводит тепло в 4-5 раза хуже латуни или меди. Сопло из закаленной стали это не "Ололо надолго хватит", это компромисс по скорости и качеству печати(ретракты, сопли). Просто закаленное сопло стирается об стекловолокно или углерод медленно, а латунь мгновенно. Если печатать дракончиков из ПЛА(а будем честны, у подавляющего большинства вкатунов обычно есть одна идея хуйни для дома/машины, потом дракончик, а потом антресоли).
>1) В базе хотэнд идет с соплом 0.4. Нужны ли мне разные сопла типа 0.2 для более качественной печати и к примеру 0.6 для более быстро печати, или это все хуйня и все печатают 0.4 ?
Это все хуйня. 0.2 вообще не нужен, 0.6 печатает чуть быстрее, но надо уметь настраивать, чтобы он печатал так же хорошо как 0.4. Есть смысл либо всегда сидеть на 0.4, либо перейти полностью на 0.6 навсегда. 0.8 и 1 это шизофрения, технически ты будешь быстрее печатать и крепче, но вот оно тебя ебет, 3 часа или 2 часа? Ты куда-то спешишь?
>2) Хотэнд у бамбу неразборный, на алике (пик 2) продается кастомный хотэнд с ведром сменных сопел. Это будет работать или покупать оригинальные хотэнды от бамбу? Хоть один запасной иметь же нужно?
Ты купил не тот принтер для таких приколов. На А1 ты скорее всего будешь печатать дракончиков из ПЛА, сопла что в родном хотэнде тебе хватит на десяток лет. Запасной тебе нужен был бы, как и 0.6 или 0.8 для инженерки, а ты ей печатать на А1 не будешь, или не сможешь, или оно того просто не стоит.
>3) Я не смог разобраться по поводу слайсера, от него зависит реультат печати? Штатный слайсер нормальный или что посоветуете?
Пахую, они все - разные форки одной хуйни, там одинаковые алгоритмы, отличается только гипотетический набор крутилок, которые тебе доступны, например что-то можно включить в орке, что-то в пруше, какие-то эзотерические срани, которые для дракончиков из пла не реляют вообще, я на 95% уверен, что ты не переключишь настройки в advanced мод, потому что это 1) не надо, 2)вредно, 3)сложно.
>>82237
И закаленной стали хватит очень надолго.
Закаленная сталь проводит тепло в 4-5 раза хуже латуни или меди. Сопло из закаленной стали это не "Ололо надолго хватит", это компромисс по скорости и качеству печати(ретракты, сопли). Просто закаленное сопло стирается об стекловолокно или углерод медленно, а латунь мгновенно. Если печатать дракончиков из ПЛА(а будем честны, у подавляющего большинства вкатунов обычно есть одна идея хуйни для дома/машины, потом дракончик, а потом антресоли).
Пасиб, братишка за ликбез. Буду вникать уже в процессе.
Дракончики меня мало волнуют, в основном корпуса, мелкая механика к своим поделкам и тд.
Я понимал, что принтер нужен немного другой, но тупо с местом проблема, под хобби выделена шконка на лоджии, еле нашел куда бамбу мини влепить, еще смотрел Kingroon KP3S.
>Это скорее предупреждение "Не открывайте крышку и дверь
Это именно предупреждение о ограничении температуры нагрева никак не связанное с дверью и прочим.
>Закаленная сталь проводит тепло в 4-5 раза хуже латуни или меди. Сопло из закаленной стали это не "Ололо надолго хватит", это компромисс по скорости и качеству печати(ретракты, сопли)
Что ты блядь несешь, ты даже весь процесс в голове представить не можешь. Нагреватель нагревает сопло, сопло охлаждается от воздуха и филамента намного медленнее чем нагреватель его нагревает, немного более низкая теплопроводность конкретно в этом моменте не мешает вообще, а вот в другом моменте она играет только в плюс - термобарьер становится эффективнее.


Пока играюсь, на цилиндирческих поверхностях получаю небольшую слоновью ногу.
По поводу того, что bambu для айфонодебильных ограниченных женоподобных рукожопых дегенератов.
Я хуй его знает, всегда ли нужно настолько глубокое понимание всех процессов. Иногда пердолинг - просто пердолинг ради пердолинга.
Я перебирал мотор, ходовку от ВАЗ 2106, собирал по винтику и жиклеру карбюратор, притирал поверхности, регулировал клапана. Как применять эти знания на современном турбомоторе с commonrail - хз.
Я рисовал платы сначала маркером, потом ЛУТ - бегал в бибилиотеку, там был принтер, каждый раз тащил с дому глянцевые журналы - подбирал поверхность для печати. Растворы для травления - хлорное железо(вся одежда в желтых пятнах), персульфат аммония (вся одежда в дырках). Нахуй эти скиллы, если JLCPCB все сделает куда качественне, а главное технологичнее. Я уже молчу про то, что под LQFP-128 уже нужна двуслойная, а то и 4 слойка. Лучше бы годы пердолинга вкладывал в обучение.
Я ебашил под AVR на ассемблере, потом ебашил на Си под ARM.
Любительски конечно, но кому теперь нужны эти знания добытые по крупице, если теперь любой дегенерат с GPT сгенерирует за 5 минут то же что и я за 2 месяца ручками.
Короче, я о том, что часто пердолинг - дешевые , никому нахуй не нужные знания. Как известно, сегодня нужно бежать, что бы хотя бы оставаться на месте. С каждым годом бежать нужно все быстрее и быстрее, нужно овладевать все большим количеством скиллов, и знание о настройке поплавка в карбюраторе ВАЗ 2106 не стоит ровным образом нихуя.
Разве что планета рухнум в фоллаут.
Пока играюсь, на цилиндирческих поверхностях получаю небольшую слоновью ногу.
По поводу того, что bambu для айфонодебильных ограниченных женоподобных рукожопых дегенератов.
Я хуй его знает, всегда ли нужно настолько глубокое понимание всех процессов. Иногда пердолинг - просто пердолинг ради пердолинга.
Я перебирал мотор, ходовку от ВАЗ 2106, собирал по винтику и жиклеру карбюратор, притирал поверхности, регулировал клапана. Как применять эти знания на современном турбомоторе с commonrail - хз.
Я рисовал платы сначала маркером, потом ЛУТ - бегал в бибилиотеку, там был принтер, каждый раз тащил с дому глянцевые журналы - подбирал поверхность для печати. Растворы для травления - хлорное железо(вся одежда в желтых пятнах), персульфат аммония (вся одежда в дырках). Нахуй эти скиллы, если JLCPCB все сделает куда качественне, а главное технологичнее. Я уже молчу про то, что под LQFP-128 уже нужна двуслойная, а то и 4 слойка. Лучше бы годы пердолинга вкладывал в обучение.
Я ебашил под AVR на ассемблере, потом ебашил на Си под ARM.
Любительски конечно, но кому теперь нужны эти знания добытые по крупице, если теперь любой дегенерат с GPT сгенерирует за 5 минут то же что и я за 2 месяца ручками.
Короче, я о том, что часто пердолинг - дешевые , никому нахуй не нужные знания. Как известно, сегодня нужно бежать, что бы хотя бы оставаться на месте. С каждым годом бежать нужно все быстрее и быстрее, нужно овладевать все большим количеством скиллов, и знание о настройке поплавка в карбюраторе ВАЗ 2106 не стоит ровным образом нихуя.
Разве что планета рухнум в фоллаут.
Пробег был 750 часов с момента покупки в марте 2025.
 50 Кб, 750x1000
50 Кб, 750x1000Еще как, не просто так же на катушках пишут density, чтобы ты не охуел с того, что у тебя на 1кг катушках весьма отличное количество филамента.
Из не специально сделанных для легкости полипропилен pp кажется самый легкий, 0.9(для сравнения пла - 1.24, петг - 1.27). Но сейчас производители делают aero версии пластиков, которые либо вспенены заранее, либо вспениваются при нагреве(печати), получая пористую структуру, обычно это делают с asa, потому что она как бы максимально аутдурная и подходит под то зачем это может быть надо(дроны и самолеты). Так что гугли где ты там смотришь пластики название aero или LT(вот пример обоих тегов), но готовь под 4к за кило.
Никто не запрещает тянуть пет из бутылок, если не считать время на их сбор и обработку то считай бесплатно печатаешь
Обратил внимание, что последний видос про самодельный станок датируется 2021 - 22 годами, короче все поняли, что если не промышленные объемы, то это гемморой и даже не окупится, самый дешевый филамент сегодня стоит 7-8 баксов за кг и нить со спидозных бутылок отобранных у бомжей и рдом не будет стоять по качеству.
>бесплатно печатаешь
Говном и вид как у говна. Зачем и нахуя? Я лично хочу видеть стильное и красивое изделие.
Нужно корпуса для махараек и прочее говно печатать, я не понимаю как смоделировать так чтобы принтер напечатал точные габариты, в редакторах же нету миллиметров?
Есть ли слайсер с возможностью редактирования составных stl моделей?
Принтер Anycubix Photon S, достался бесплатно, осваиваю.
Fusion360 топчик
Я про промышленные объемы и писал.
Крафтишь сам себе корпуса и дракончиков - покупаешь готовый пластик, если же ты кабанчелло с десятью принтерами круглосуточно печатающими на продажу - уже пора задуматься об экономии-оптимизации
Прислал китайцам STP файлы чтоб они мне корпуса сделали, пресс формами. Я хз что а них там за кады, но у одного одна часть корпуса не открывается, а другого другая, у третьего вообще нихуя не открывается, я хз что за древний софт там у них может.
В онлайн редакторах даже все нормально работает.
Просили переконвериировать в IGES, та же хуйня.
Можете что-нибудь посоветовать?
Я имел дело с пресс-формами, изготовление их это очень не дешевое удовольствие, имеет смысл только для крупносерийной продукции. Ты уверен, что китайцы для твоего корпуса пресс-формы делали? Ну и зазоры, погрешности, усадку ты в модели учитывал?
Ну вообще они должны мне сделать корпуса, про формы я предположил, там надо сделать 1000 корпусов, поэтому это точно не печать.
Ааа, вот понял про размеры и зазоры. Я имею ввиду файлы не открываются, они их на компьютере не могут открыть. Говорят, ошибка и не открывается.
У step несколько видов есть, 203 попробуй, его любой cad открыть должен по идее.
Спасибо, попробую поиграться.
Ещё при экспорте из некоторых кадов есть кнопка concert analytics to nurbs, ноже может быть полезно
Мимо другой анон
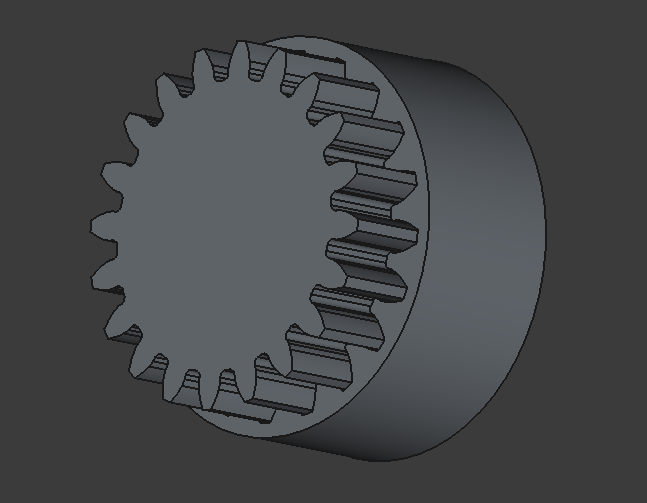 35 Кб, 647x503
35 Кб, 647x503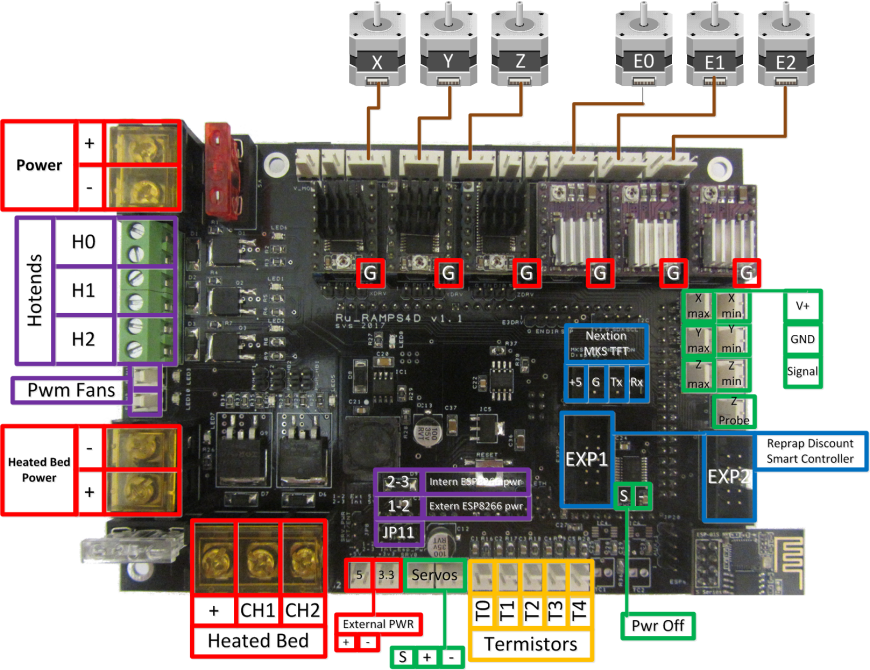
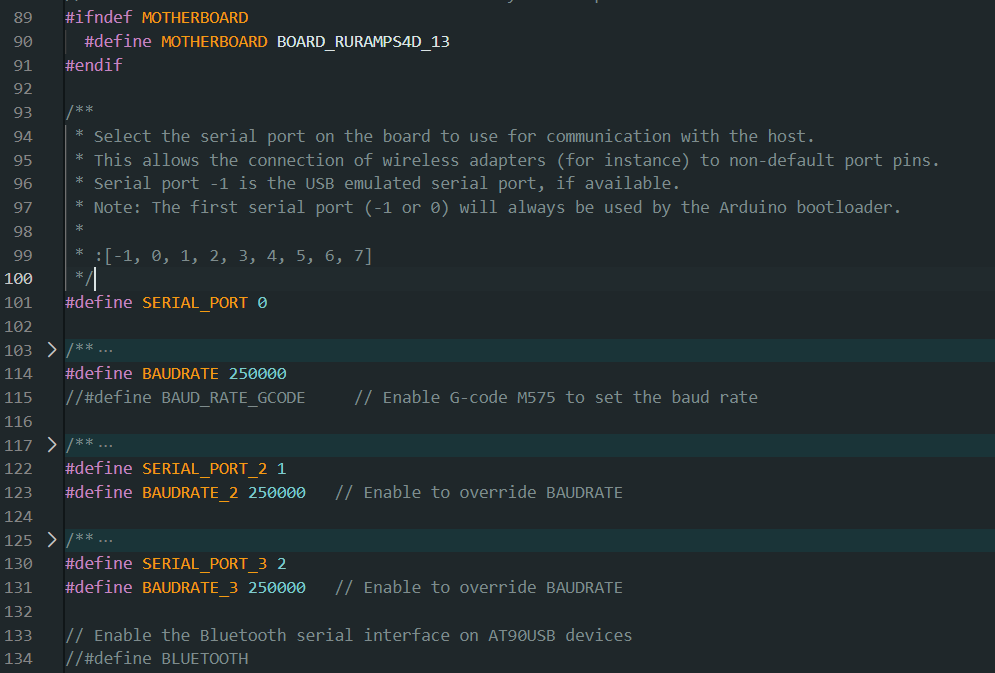
Возникла проблема. Создаю 3д принтер достаточно большого размера, использую платы Arduino DUE и RU-RAMPS4D V1.3, а так же дисплей mks mini12864 v3. Прошивка спокойно заливается в плату, но дисплей не выводит интрерфейс.
Судя по всему проблема в настройке последовательных портов в прошивке, однако я не понимаю как их нужно настраивать для соединения экрана и платы. Сам экран уже указан включенным в прошивке.
Ниже кидаю распиновку платы RU-RAMPS4D V1.3 и скрин из прошивки.
Я не в курсе ардуино-хрени, но когда я собирал принтер, там был нюанс с подключением кабеля дисплея, надо было его вверх ногами перевернуть, может здесь так же.
Глянул твой топик на 3dtoday, так у тебя mks mini12864 v3, который через spi работает на EXT1-EXT2 или TFT, который похоже в отдельный uart-порт втыкается? Ну а вообще там правильно посоветовали, найди более распространенную плату лучше.
У меня 2 дисплея, пытался как первый, так и второй подключить. но как видишь либо плата чудит, либо я что-то не то делаю.
Для того, чтобы шестерни долго прослужили, колво зубцов на шестернях должно быть не кратным, а вообще печатай прототипы и тестируй. Зайди на printables/thingiverse, посмотри модели с шестернями, обрати внимание на формы зубцов, их там дохрена и больше
А почему ты сделал выбор в пользу этой платы?
Приветствую печатников, в общемто недавно купил бамбу лаб а1, нормально все печаталось, но вот сегодня чет пластик к столу ваще перестал прилипать, мб я долбоеб что ацетоном железный столик чистил или че, как адгезив использую клей карандаш пока, деньжат на другое нет. В общем-то мб я ацетоном все похерил или че там еще можно сделать, что печаталось нормально
Каким пластиком печатаешь? Если это пла или петг, то не нужно использовать клей или адгезивы, достаточно чистого стола протертого спиртом или ацетоном. А что касается плохой адгезии, то сделай ещё раз калибровку стола и опусти сопло чуть чуть пониже, чтобы бумажный лист проходил с трудом
печатаю на пла, кароч отлипать вроде перестал, ток чет давился хуево пластик, разобрал посморел вроде все норм, ну я пластик в духовке просушил, вроде пока заебись печатает мелкую хуйню, ща еще один кораблик ебану и на всякий до заводских сброшу
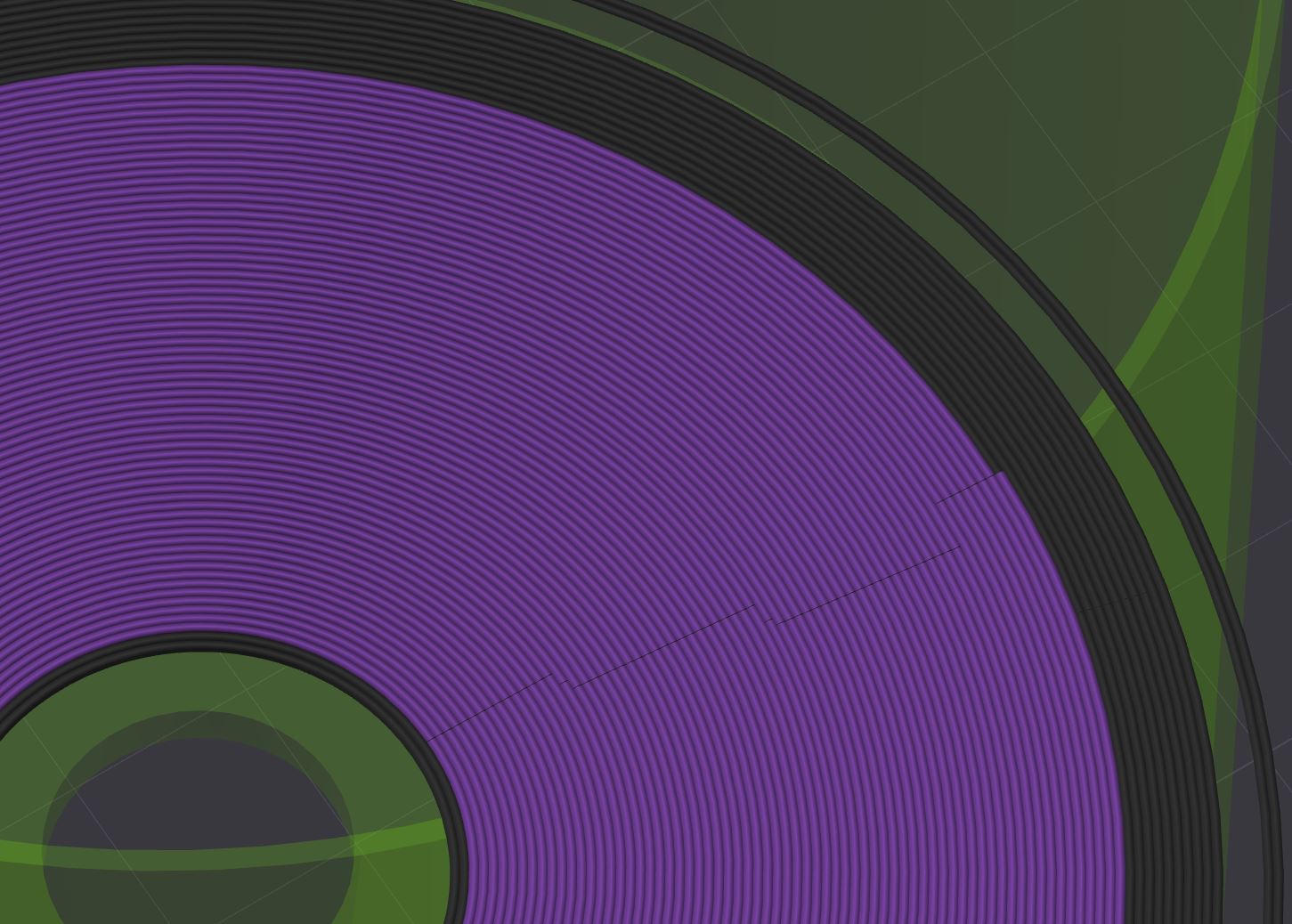 170 Кб, 1451x1038
170 Кб, 1451x1038Прозрачный петг - это говно.
Вообще я уже ебанулся от этого прозрачного петга. Я прочитал кучи форумов, передергал все настройки, в итоге все равно не получается сделать нормально, он либо мутный(до той степени что лучше использовать белый пла для эстетики), либо он прозрачный, но постоянно давит хуйню из стенок, я пробовал все варианты флоу ратио, адванса, скорости, нет нижних слоев, 100% инфилл, 99% инфилл, алигнет ректилинеар, концентрический, пробовал дергать анчоры, всю хуйню, все равно что-то да не так.
Самое смешное, что на форумах пишут скорости типа 20, на 20 он мутнее у меня чем на 200, и на 20 постоянно ломается пруток.
 533 Кб, 720x1280
533 Кб, 720x1280сука гавно опять вышло на этом бамбулямбе, пацаны подскажите че за хуйня, экструдер проверял, вроде заебись, мб это с соплом говно какое и как ваще на этой хуйне сопло прочищать если надо, мб печать слишком быстрая хз
>Посоны у меня болит, что делать
Как тебе помочь то? Что за материал? Что за настройки? Стол мыл?
По твоей фотке можно 30 возможных вещей подумать.
И еще кое что. Ты печатаешь что-то весящее 2 грамма. Ну так печатай много этого, пока не получится. Создай 20 копий на столе, раздели на объекты, задай каждому разные настройки и посмотри какой получится. Так и научишься.
соре я еблан прост, кароч пластик пла дешманский, стол мытый ниче не отьебывало, прост до этого норм выходило чет все, кораблики вся херня прям нормально было, а ща по пизде чет начало идти
Прозрачный петг. Подбираешь скорость и паттерн и получаешь нужный результат
Я вот ебался неделю с этим
Статьи
https://www.printables.com/refresh?redirectUrl=%2Fmodel%2F15310-how-to-print-glass
И прочее.
На деле все эти статьи не работают, потому что пластики очень разные, я не знаю качество это, или техпроцесс, но какой-то прозрачный петг аж при 270 печатают, какой-то, купленный мной НИТ например, уже горит на 260. Так же отличается соответственно текучесть, пузыристость появляется от разных настроек.
Проблемы лезут одна за другой, фикс одной вызывает другую. В итоге если ты хочешь светопроводящее изделие - без проблем, очень красивенько через прозрачный напечатанный обычным способом рассеиватель работает, если хочешь стекло - надо извести катушку наверное прежде чем под свою катушку подберешь настройки, я грамм 300 всрал и забил на идеальную прозрачность.
Раньше у меня был прозрачный абс, думаю купить еще, у абс потенциал выше как мне кажется - меньше зависит результат от температуры, лучше течет, можно облить его потом ацетоном. В следующем месяце может попробую взять фирменную катушку, а не российский ноунейм.
Но если ты конкретно спрашиваешь про рассеиватели, то их можно хоть из цветного пла печатать, лишь бы не матовый, лол. 0.5 мм стенка. У меня сейчас такой ночничок сделан для кита бамбулабовского, лампочка с пультом от юзб
https://makerworld.com/ru/models/254004-japanese-kumiko-lamp-medium-led-kit-001-foxwood#profileId-270417
Там пофигу вообще что рассеиватель мутный.
 682 Кб, 1080x1362
682 Кб, 1080x1362Крч, глянул ютуб, пишут что это вроде усадка называется и фиксится повышением температуры стола до 90 градусов, крч буду пробовать
Он печатает достаточно крупную деталь, чтобы кайма особо не помогала, ее оторвет с каймой.
У него если с петгом проблема, то не настроен флоу и оверлап заполнения, пластика нехватает как бы и он натягивает сам себя, можно также добавить температуру сопла, если стоит высокая скорость. Оттого и рябь кстати
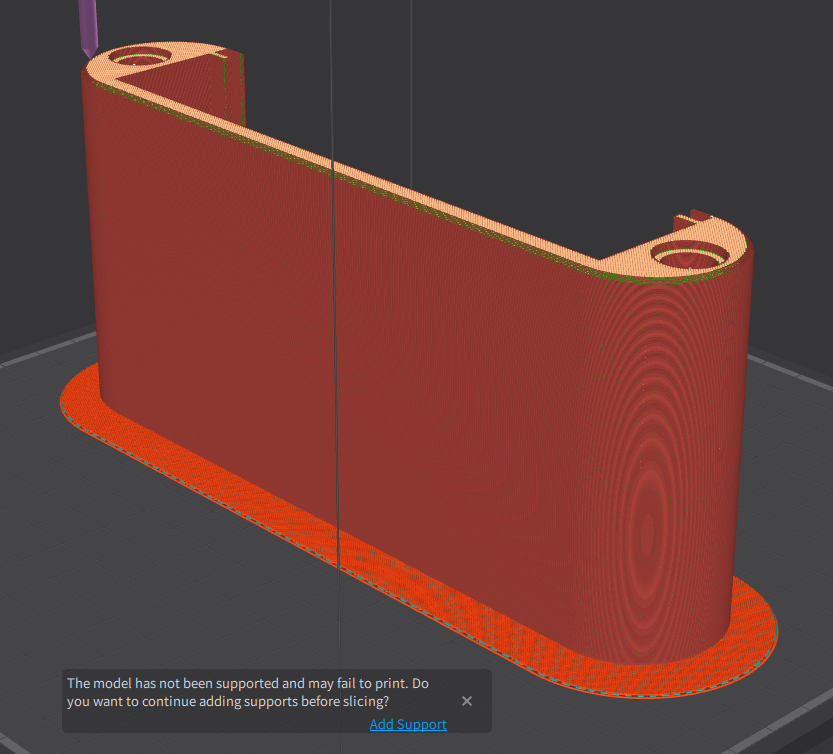 452 Кб, 833x754
452 Кб, 833x754хз крч, и кайму сделал здоровенную, и подогрев на 90 врубил, опять криво вышло


Вверх ногами - снаружи волосня.
Стоя на бортах - внутри.
И причем нихера не отрывается.
Ещё я филамент нормально так просушил в сушилке для овощей. Могло повлиять? Может температуру нужно заново подбирать башенкой?
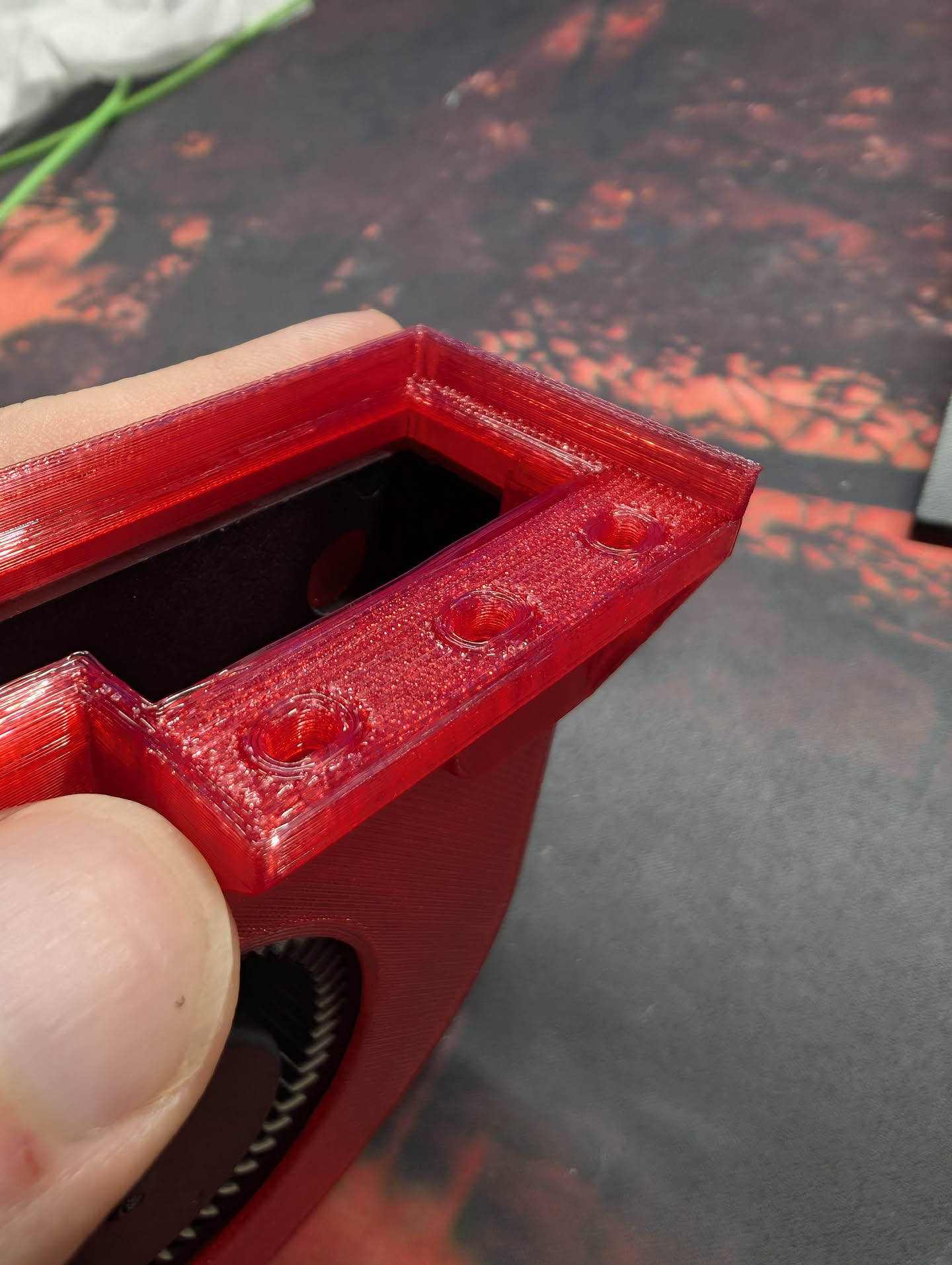
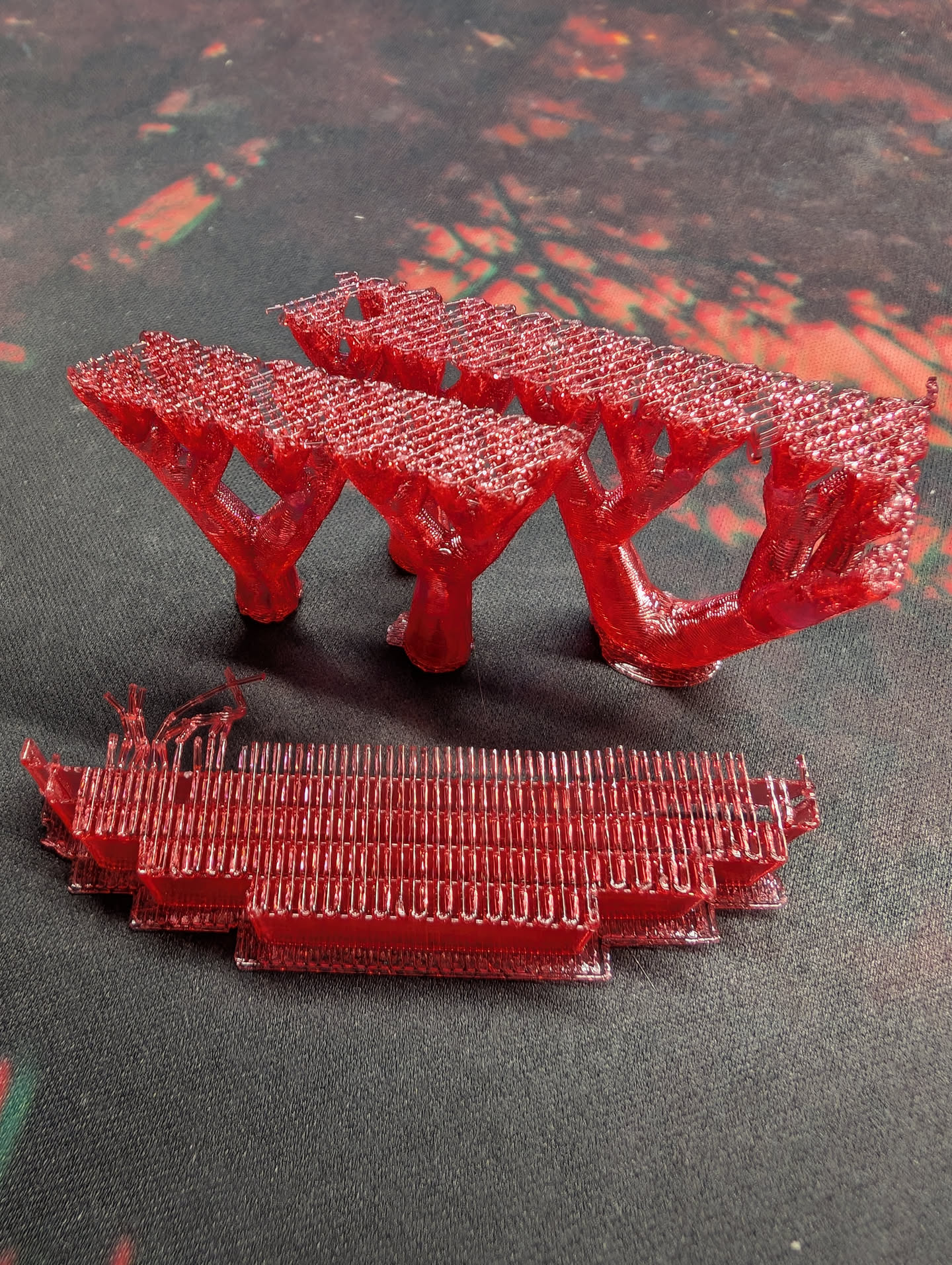
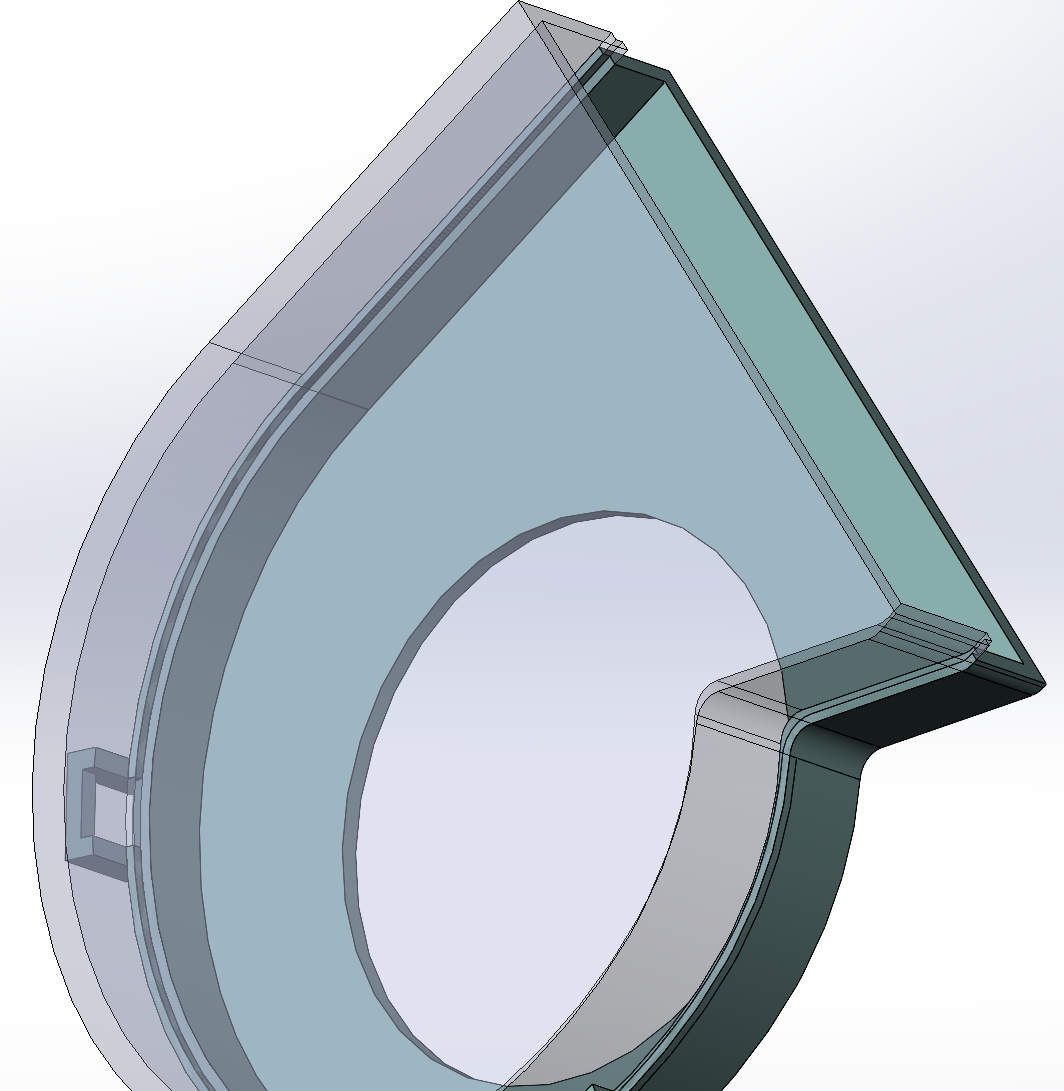
Ну у тебя совсем пиздец даже стенки. Ставлю стандартный зазор на поддержки 0,2 и всё ок.
Советую вообще поделить деталь и сделать выступ/канавка операцию
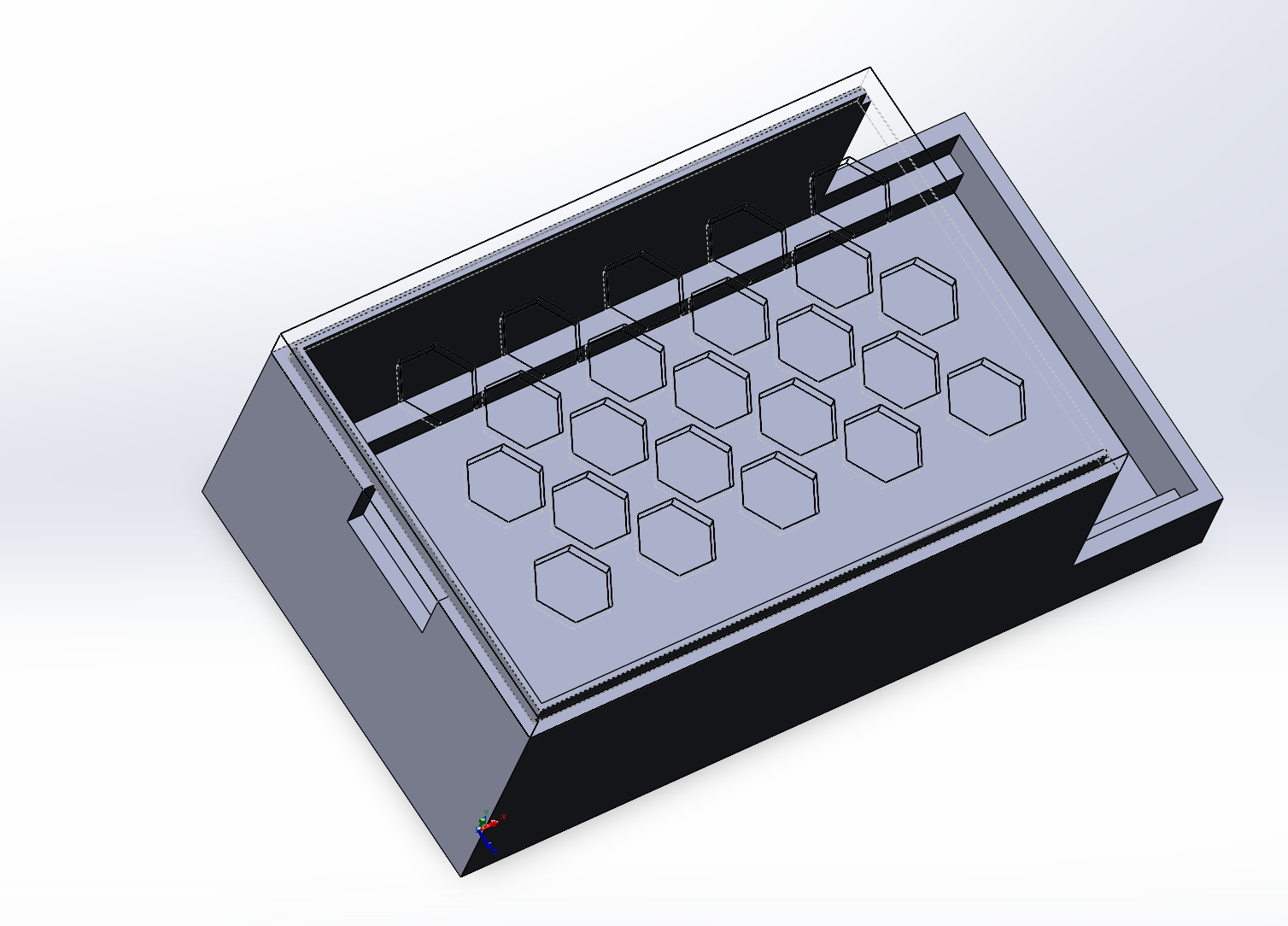
Наверное я действительно с поддержками накрутил что-то.
Что значит поделить? Напополам чтоль и напечатать?
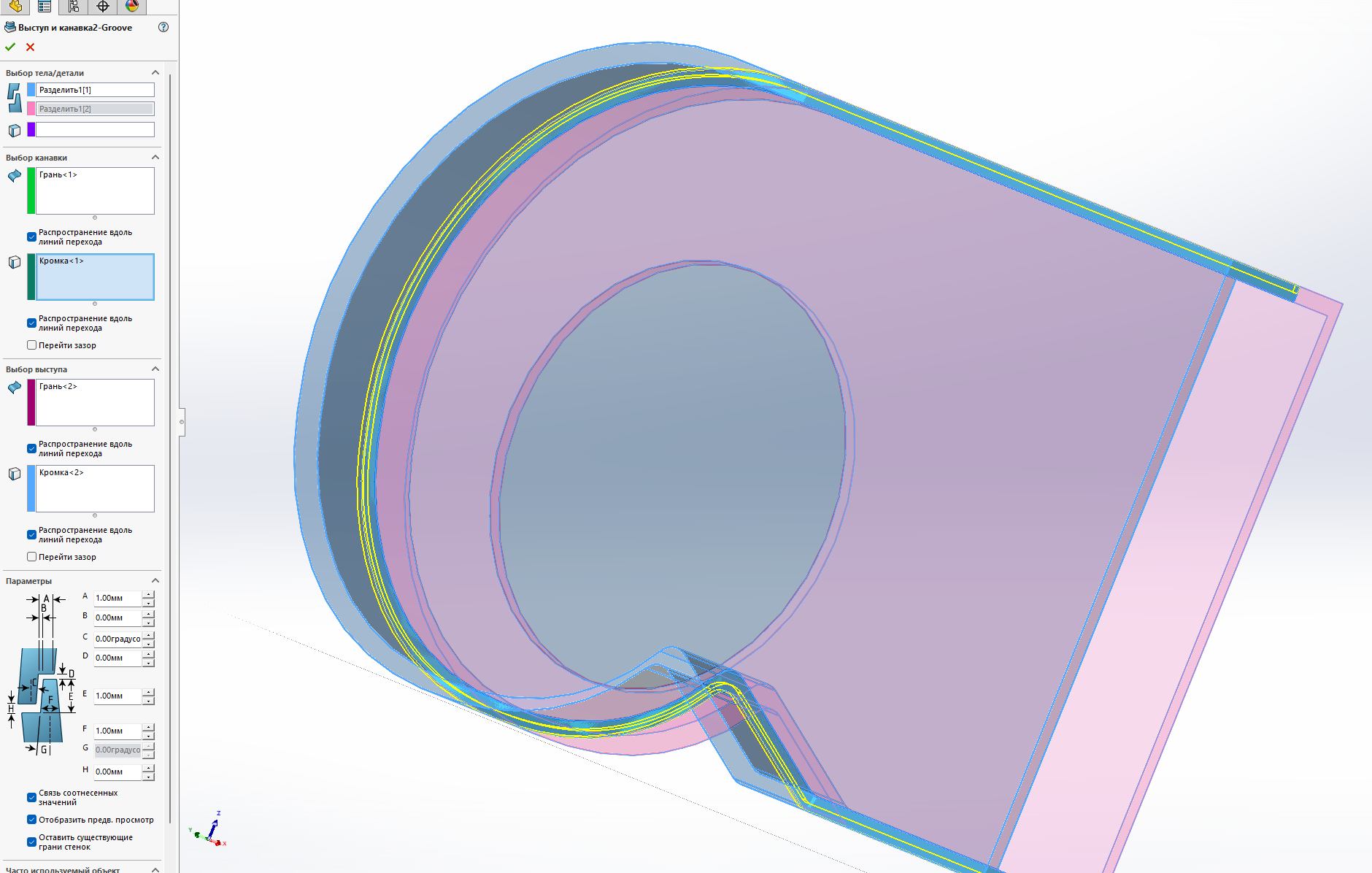
 37 Кб, 480x360
37 Кб, 480x360Бля, я всего лишь мамкин погромист, робота паука делаю.
Спасибо, сейчас буду пытаться разбираться в картинках.
А, все, въехал, в то что ты говоришь. Так деталь сама по себе милипиздричечкая, размером с фалангу пальца.
Это просто крышка для второй оси на сервопривод. Там потом заебешься складывать.
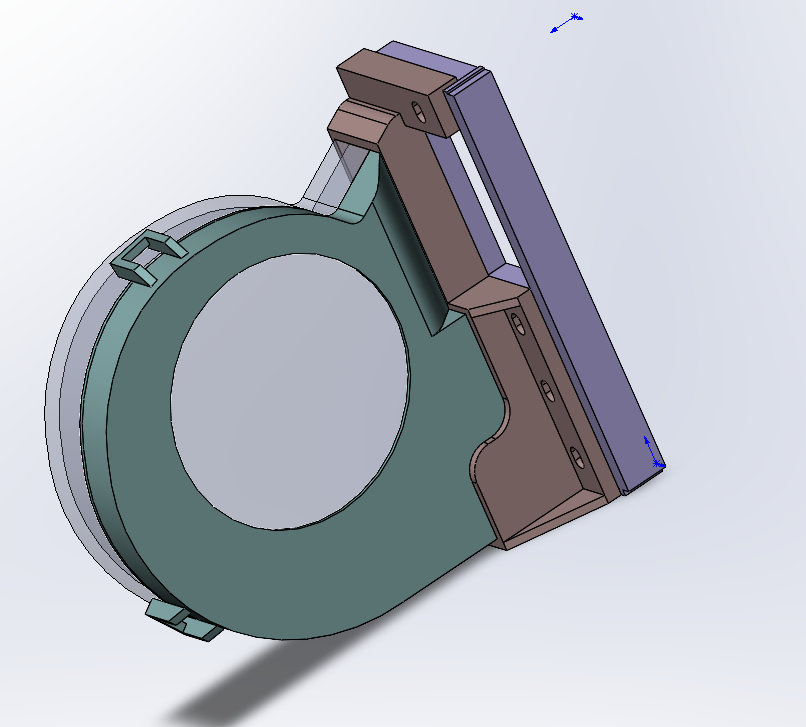
Та я просто фьюжн360 закрыли обновления, за шоооо вообще раз в год открываю, вот и туплю. Ну я понял о чем ты, так что ок, спасибо.
Переходите на фрикад. Это больно, но он буквально мощнее.
Для мелкой срани я все равно использую фьюжен, там можно быстрее сделать стакан или гайку какую-нибудь специфическую.
очевидный погромист
>Переходите на фрикад
Плохой совет. Вот как раз для мелкой срани ФриКад подходит, но не более. Пока по крайней мере.
мимо делал довольно сложный проект во ФриКаде чисто для пробы, больше не хочу


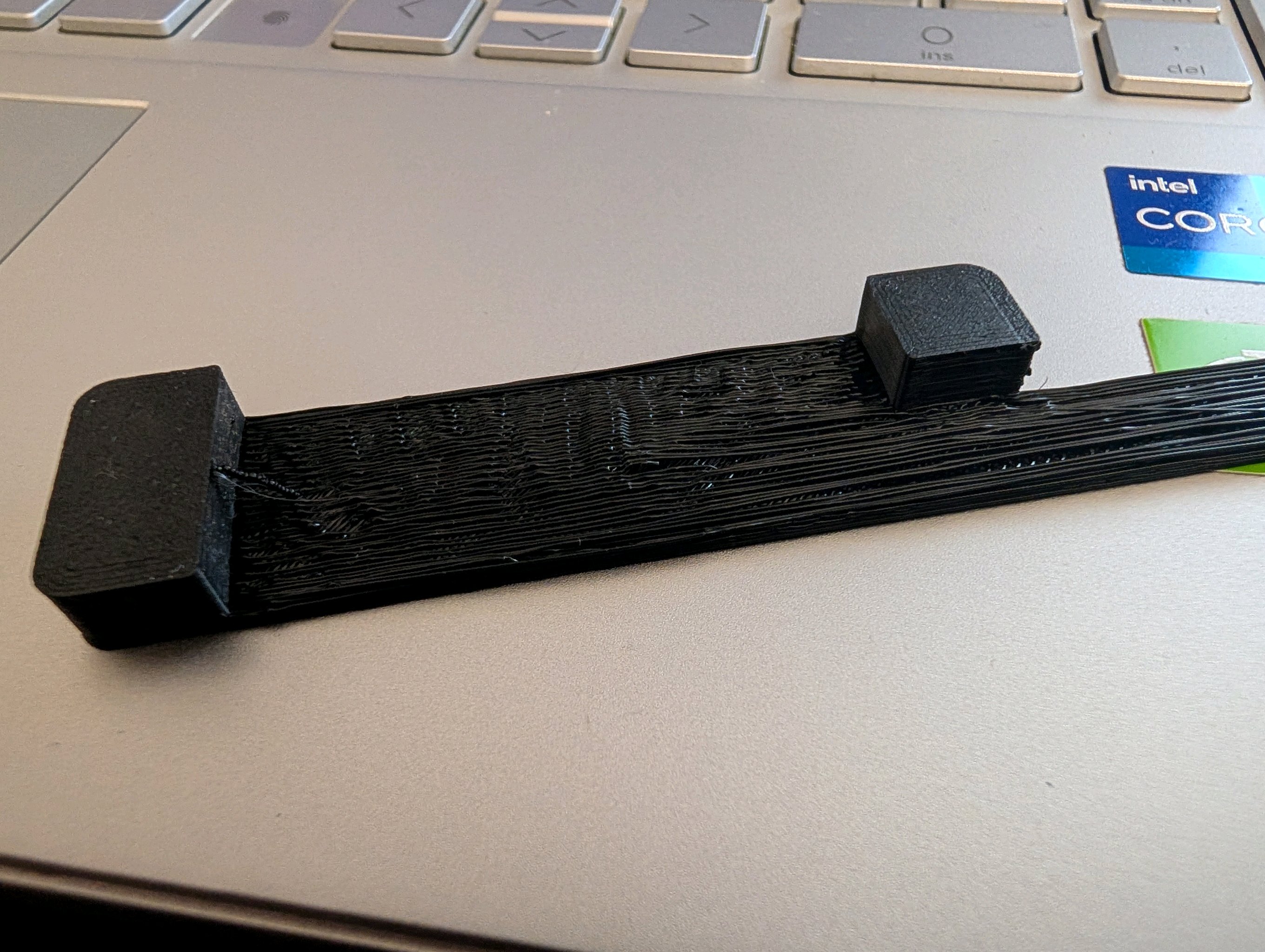
Сегодня пробую печатать мостиками, буду пробовать свою детальки побороть так. На тестовом вроде сверху красиво, в внизу получилась хуйня. Охота даже утюгом пройтись.
>>83079
Ты подумай что можно
1)Пазы(ака дюбели) под болты печатать не в детали, а в крышке. И более того, возможно стоит рассмотреть идею посадить крышку на магниты, которые уже будут вшиты в пластик(ставишь паузу, кладешь магниты, продолжаешь, офк пазы под них прямо внутри модели задуманы)
2)Пипку можно напечатать отдельно, чтобы она вставлялась и посадить ее на суперклей. При этом есть опция напечатать пипку вдоль, что сделает ее прочнее, будет меньше шансов что она отломается от детали при боковой нагрузке на нее, как может произойти у тебя, так как нагрузка против адгезии слоев. А так будет нагрузка линий против линий основной коробки.
Ты пытаешься решить проблему методами, которые, в лучшем сценарии, сделают всего лишь на 70% говнисто, вместо того чтобы сделать хорошо, не полагаясь на 3д принтинг во всем.
>На тестовом вроде сверху красиво, в внизу получилась хуйня.
И да, переверни ее рогами вверх, это как бы очевидно.
выходит все эти советы по настройкам печати это просто плацебо фигня уровня астрологии. Когда первобытные люди не знали что делать против страшных болезней, выходящих в природе своей далеко за рамки их понимания устройства мира, они придумывали фантастически абсурдные и тупые ритуалы, которые якобы должны были помочь человеку.
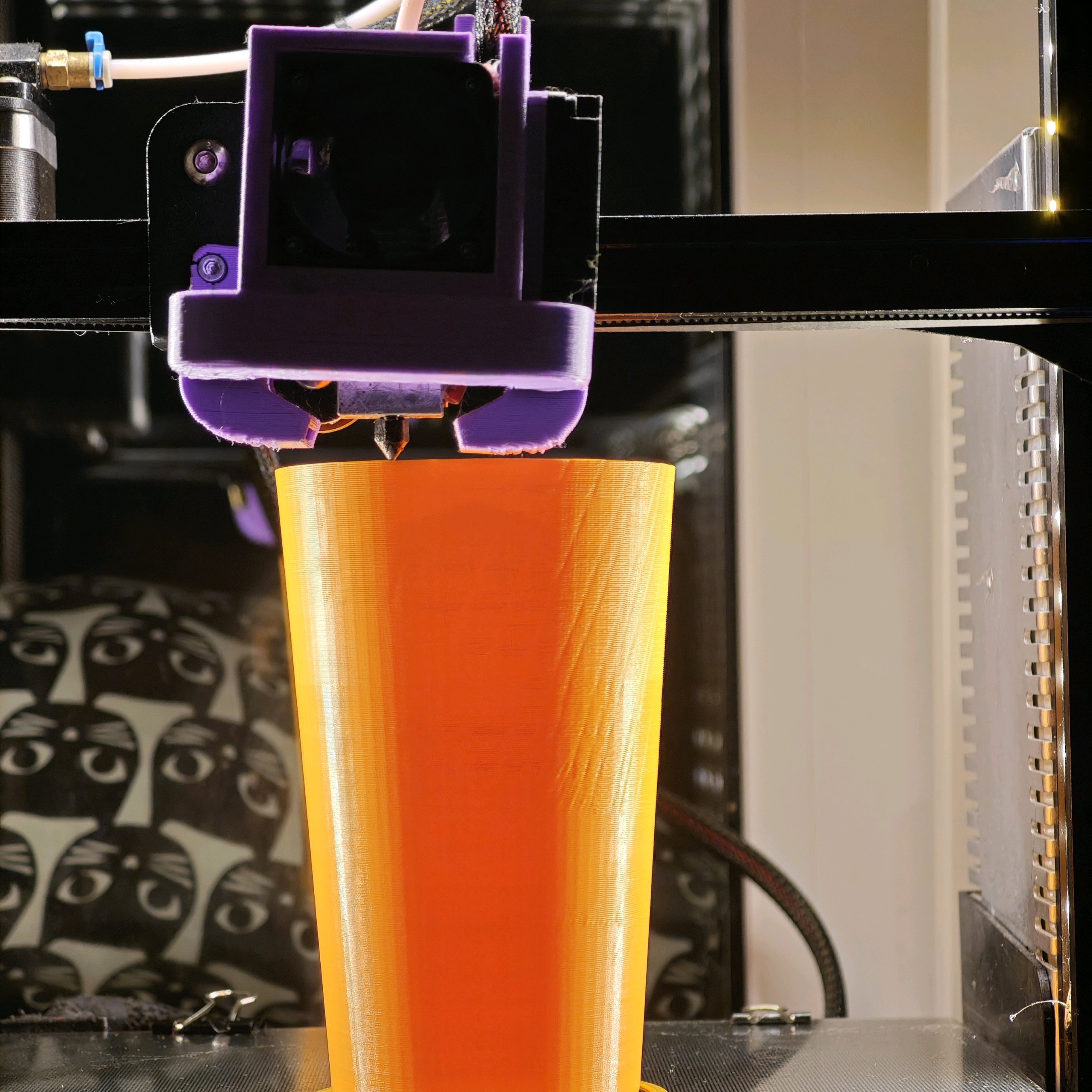 991 Кб, 2700x2700
991 Кб, 2700x2700Вариантов много
У тебя раздолбанный принтер, ремни и шкивы
У тебя меняется температура в комнате
У тебя стоит адовая скорость для таких длинных линий и не настроен адванс для этого
Честно говоря у тебя с первого сантиметра проблемы, просто на оранжевом цвете хуже видно.
 1,1 Мб, 1931x2575
1,1 Мб, 1931x2575На озоне почти всегда дешевле али и доставка быстрее, хотя казалось бы китайцц должны производить в гораздо больших объёмах
Доставка килограмма между странами дороже стоимости самого сырья
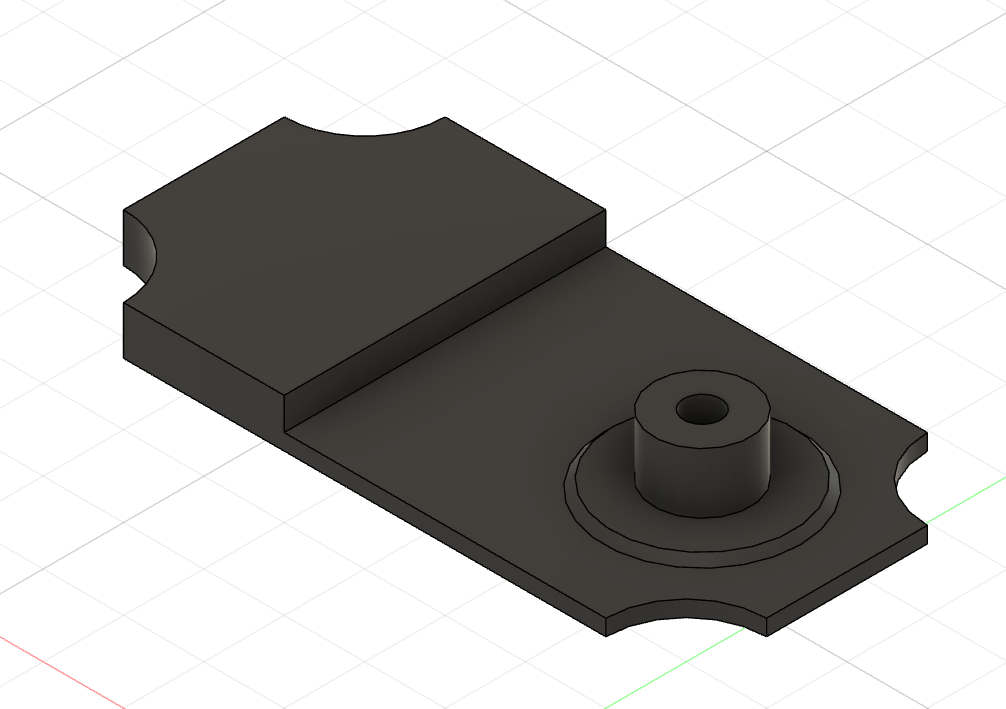
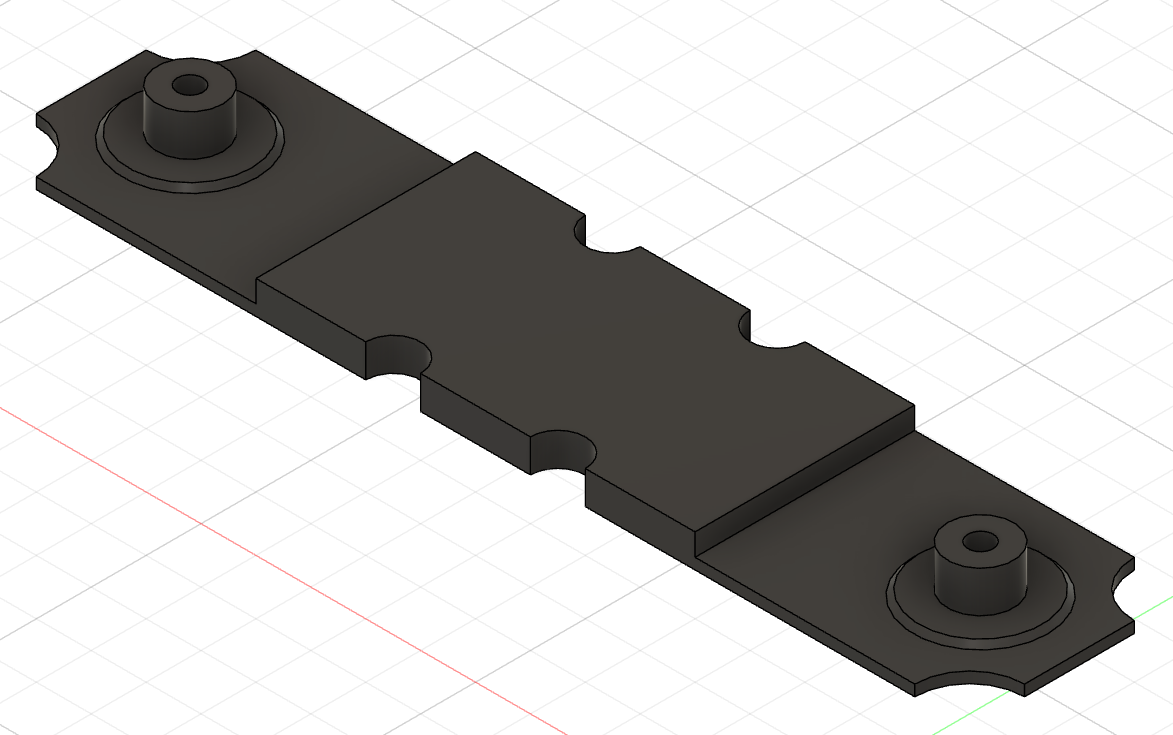
Неплохая идея, но справился по другому. Ты кстати, с остановкой печати делаешь?
Пошел по этому пути:
>>83101
>2)Пипку можно напечатать отдельно, чтобы она вставлялась и посадить ее на суперклей. При этом есть опция напечатать пипку вдоль, что сделает ее прочнее, будет меньше шансов что она отломается от детали при боковой нагрузке на нее, как может произойти у тебя, так как нагрузка против адгезии слоев. А так будет нагрузка линий против линий основной коробки.
В общем сделал наклеивающиеся части для двух рядом стоящих моторов и для одного. Так будет намного проще, теперь посмотрю как приклеить материалы: это что-то вроде полиэтилена и моя часть - PLA, вероятно надо двухкомпонентный клей юзать, поэксперементирую.
Вдоль печать - хороший совет, но это больше для поддержки штанов, - чтобы качения лишненего не было, оснавная нагрузка это на ось сервопривода. Но, тоже буду эксперементировать, как снизить риски илома. Кстати, можно и разогретый металлический цилиндр вмазать, а сделать только пластиковые грани, на которых он будет держаться, так делают на ноутбуках, где крепятся болты.
Спасибо всем кто откликнулся.
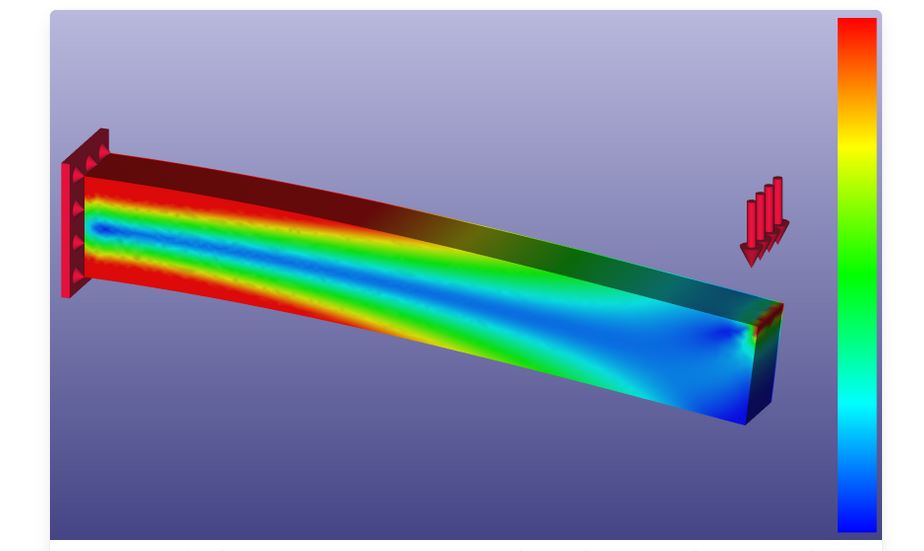 34 Кб, 924x551
34 Кб, 924x551Ось лучше реально сделай металлическую посадочную, посмотри на пикрил. У тебя буквально стык оси с основой - самое слабое место, потому что резкий переход.
Еще раз(возможно в треде есть) запощу гайд
https://blog.rahix.de/design-for-3d-printing/
Там может нет ответа на твои конкретные вопросы, но если ты его впитаешь ментально - ответы на твои появятся у тебя сами.
И рекомендую разобраться в материалах, pla единственное чем хорош в инженерном смысле - крепкая адгезия слоев, одна из самых лучших, но по всем остальным статам он сосет бибу, особенно с черным пла, представь ситуацию, что у тебя ехидное солнышко в комнату светит и попадает на этот кронштейн, он нагревается до 45 градусов и у тебя монитор по дуге на вялой палке на пол ебается. Если ты проектируешь детали сервопривода с нагрузками, на которых будут висеть мониторы, купленные за деньги, то лучше купить материал, который даже при фейле просто погнется и ты спасешь себе монитор. Это нейлон скорее всего, есть pa6 - более твердый, более плотный и pa12 - более гибкий. Второй берут обычно для деталей, которые вибрируют или бьются/трутся, первый для статических нагрузок. Я просто не знаю с камерой ли у тебя принтер. Если камеры нет - твой второй вариант petg-cf или gf, разницы особой нет, просто gf есть разноцветные, а cf только черные, темно-синие и темно-зеленые обычно, и то синие и зеленые появились только что.
Довольно сложно выбрать принтер, возможно это глупо, но хотелось-бы максимально качественную печать, и чтобы потом не вставало вопроса обработки на сложном и относительно дорогом оборудовании, для просто хобби.
Мой максимальный бюджет на начало, примерно 30.000₽, поэтому я скорее буду рассматривать вторичку, естественно, чем дешевле тем лучше, не в плане экономии, а адекватное распределение бюджета. Я к тому, что возможности доработки, улучшения и т.д., но и не конфетка из говна.
В целом, я хотел бы печатать, по большей части все, но в основном это корпуса(части), различные приспособы для хранения и сортировки, и изредка фигурки.
Вообще, основные вопросы такие:
– Какие модели стоит рассмотреть, и чем они будут отличаться
– Как их можно будет улучшить, и вообще вопрос о базовом обслуживании, естественно это можно и нужно делать с любым принтером, но как и везде, у некоторых моделей в любом случае имеются с этим вопросы(проблемы)?
– Как проверять тот или иной принтер при покупке
– Можно ли обойтись без сушки, или чем ее заменить
Не надо брать принтер с пробегом, бери новый с распродажи али. Не надо сразу рассчитывать на доработку, современные принтеры из коробки печатают как надо и с какими хочешь пластиками. Смотри на модели с кинематикой core XY и закрытой камерой. Например Elegoo Centauri Carbon.
Как говорит пухляш Соркин все принтеры надо калибровать после покупки https://k3d.tech/calibrations/
Без сушки можно обойтись в ущерб качеству готовой модели. Можешь первое время сушить пластик на батарее
Анон правильно тебе написал
Сушилка делается из контейнера из строймага закрывающегося герметично, пары пакетов силики, они идут всегда с пластиком и теплого места. Но это если у тебя есть контейнер, лол. Контейнер на пару катушек стоит как половина сушилки.
Народный выбор принтера - qidi q1 pro как по мне, самый дешевый из адекватных с закрытой активной камерой, что делает печать всеми пластиками простой и кайфовой. Да, это дороже, но я почти уверен, что можешь на озоне, например, взять в их рассрочку на 4-6 месяцев.
>Как их можно будет улучшить
Я напечатал заглушки и фильтр для воздуха для своего, не знаю зачем, просто захотелось. Наверное я на минуту раньше нагреваюсь чем без них.
Еще ты можешь докупить разве что пластину, например в комплекте идет шершавая, т.е. все что ты печатаешь "снизу" будет иметь шершавую поверхность, если захочешь печатать гладкие вещи - можно купить гладкую. В целом все.
На скорость печати эту максимальную не смотри, типа 300 или 500, ты фактически никогда не будешь с ней печатать, это нужно покупать скоростные пластики, калибровать какой поток выжимает из них твой принтер, и выиграешь ты эти пару часов, ни туда ни сюда как бы. Вещи которые печатаются сутки все равно печатаешь день, вещи, которые печатаются час все равно ты будешь печатать не каждый час, чтобы тебя это парило.
 162 Кб, 2048x1536
162 Кб, 2048x1536С меня как всегда.
Пруса увы со своим охуевшым ценником на корр и унылым перечнем достоинств соснула.
Какой смысл в односпливом бамбуке? Он не так чтобы лучше печатал чем другие принтеры, бамбу-студио не лучше просто орки. Их решение амс не лучше других амс. Сейчас выходят новые принтера с кучей голов, у бамбука тоже выходит принтер с башкой, способной менять только сопла с разными пластиками.
Я вижу юзкейс х2с только для богатого ньюфага, который хочет купить себе принтер для дракончиков и хуйни и не ебаться, иметь гарантию и поддержку, в обмен на сопла за 4 косаря вместо 200 рублей и дорогой амс и гигаотстойной сушилки для нейлона.
Другое дело когда хочется еще и лазер и там в принципе есть выгода, отдельный лазер стоит дорого, требует отдельного софта, требует куда-то его ставить с вытяжкой, а тут оба устройства в одном.
х2д предлагает уникальную, пока что, на текущий момент, хуйню - возможность впечатывать тпу в абс, или делать саппорты из петга для пла, или печатать 2мя цветами без мусора и быстро. Такое мог предложить только пруса xl, но он как бы говно, был говном, остался говном, он просто печатает хуево, он не получился.
Так что я хз, ты потерпи до нового года, подкопи, может выйдет 2-6 сопельный, уже сейчас есть snapmaker с 2мя соплами, выходит по предзаказу уже u1 с 4 или 5ю не помню. Скоро и бамбук выкатит.
Я бы не стал сейчас покупать, обошелся бы каким-нибудь креалити или квидиком, пока пыль не усядется.
У самого лежит на карте 350, сам бы взял h2d, может даже с лазером на 5вт сразу, но вот месяц назад примерно повсплывали все эти анноунсы и решил придержать.

>Какой смысл в односпливом бамбуке?
У него две центральные фишки относительно флагмана, на мой субъективный взгляд, 1) б0льшая область печати 2) и вся разница только в отсутствии дополнительной бошки а все остальное, как у флагмана, ну и печатать он может все что угодно.
>Другое дело когда хочется еще и лазер и т
Хз, у меня дикое предубеждение относительно мультитулов, все эти любители и рыбку съесть и нахуй сесть в лучшем случае соснут хуйца.
>h2c
Я даже боюсь представить сколько оно будет стоить.
>х2д предлагает уникальную, пока что, на
Помоем у кого то был дешевый и тул чэнджер и мульти-сопла. Однако у меня нет идей куда их приспособить, максимум печатать разноцветные текстурные этикетки.
Но в целом у меня похожие мысли в голове, сейчас нет "очевидного лидера".
А че х2с, а не п1с комбо? Для казуала просто имба. х2д заказаны на работу, щас парк из х1с. После это ультиков тупа рай. Ебка только с нейлоном, в остальном меняю пару параметров из сток профилей и оно работает без хуйни
Он слишком маленький + нет активной термокамеры, у меня инженерные пластики в приоритете.
А инженерные какие? И есть ли уже опыт с ними? Прост пик\пом х2д не вывозит, с нейлонами хз, детали диаметром больше 20 не пробовал, но такое ощущение что тоже не справится. А из нейлона цф\гф и на обычных хорошо получается
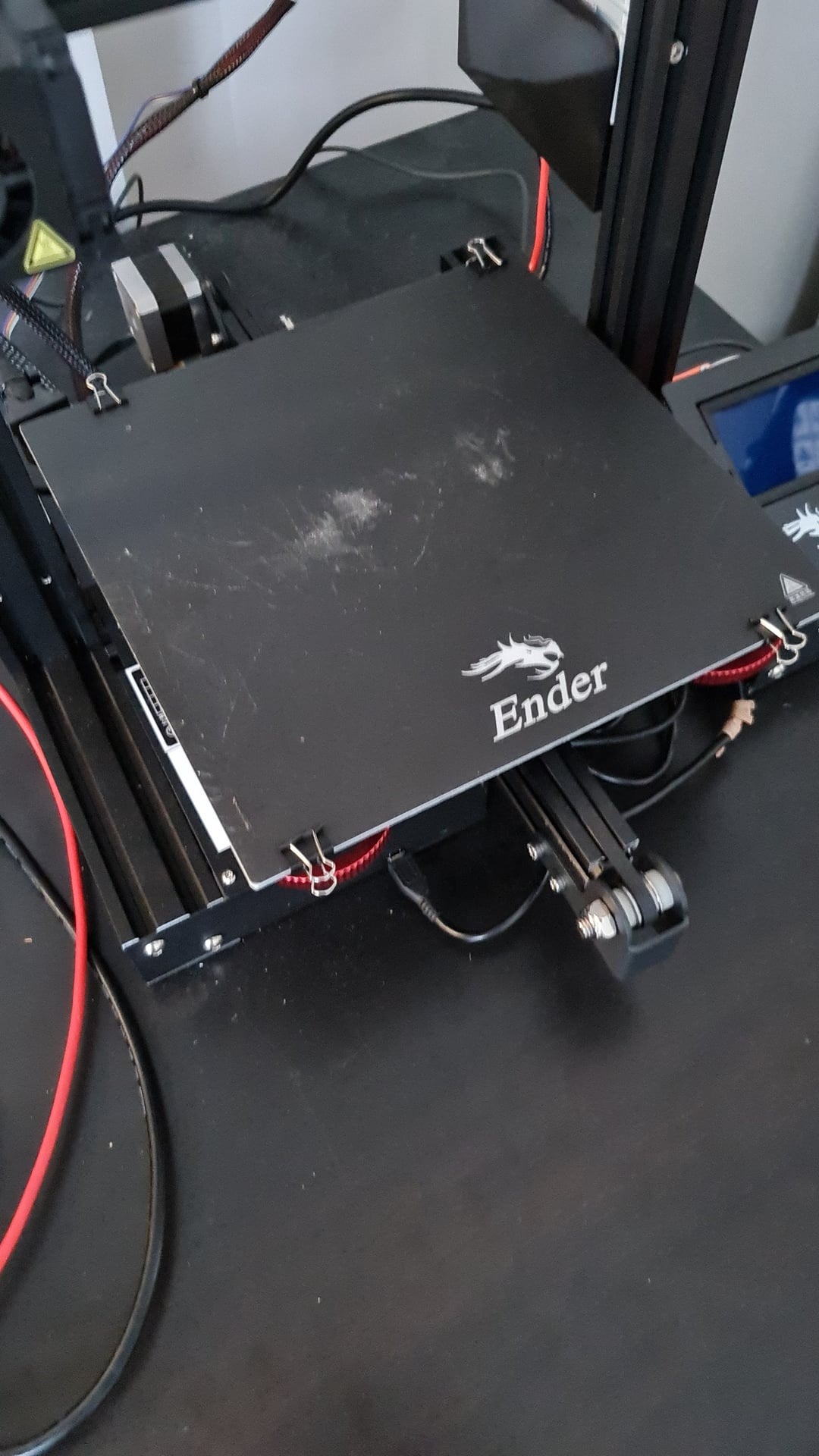 221 Кб, 1080x1920
221 Кб, 1080x1920В смысле, платформу, к которой адгезия идет. Оригинальная недавно почила при попытке отодрать от нее ABS, но служила верой и правдой 7 лет. Не приклеивал (не хочу потом пытаться со стола клей отмывать), всегда была закреплена на канцелярских зажимах. Сейчас кинулся - а такие платформы и не продают уже! Какие-то магнитные вместо этого. Заказал такую - а она гнется во все стороны и в отзывах пишут, что на нагреве отклеивается... Да и её приклеивать нужно в обязательном порядке, насколько понял.
Вот ориг стол
https://www.ozon.ru/product/ultrabaza-ultrabase-dlya-3d-printera-235h235mm-4-zazhima-creality-ender-3-ender-3-pro-zapchasti-dlya-513908903/?at=WPtNOBQVPUE92gB3u7k63D6sllOv6EuZAwQp5SkqWxGm
Если дорого то прост купи стекло на том же озоне за 300р, но нижняя поверхность деталей будет омерзительно гладкая с ним, да и абс без клея стекло порвет за пару печатей
Но вообще вот эти магнитные столики топ, если в родном дне насверлить дырок и вклеить туда кучу магнитов збс будет
У меня оригинальная ультрабаза еще живая, а вот другая платформа, которая изначально стояла (как на скриншоте выше), осталась с выдранным куском из-за абс
 214 Кб, mp4,
214 Кб, mp4,576x806, 0:07
Для пердоликов я хочу дрыгу собрать здоровенную ещё бы менделя на шпильах М20 собрал бы)))
Есть же Квидик Q1 и старшие бамбуки типа P1S. Купи Квидик и будет тебе счастье.
Ну и бери его раз готов
По отсутствию ебки бамбук просто недосягаемо выше любого другого принтера, если тебе это надо то тут нечего думать)
работать будет? продавец говорит, да, но я чет хз.
Ну да она подходит, физически там порт как у экрана, а на оф сайте заявлена поддержка 3в3ке
Бамбук для тех кто боится или заебался

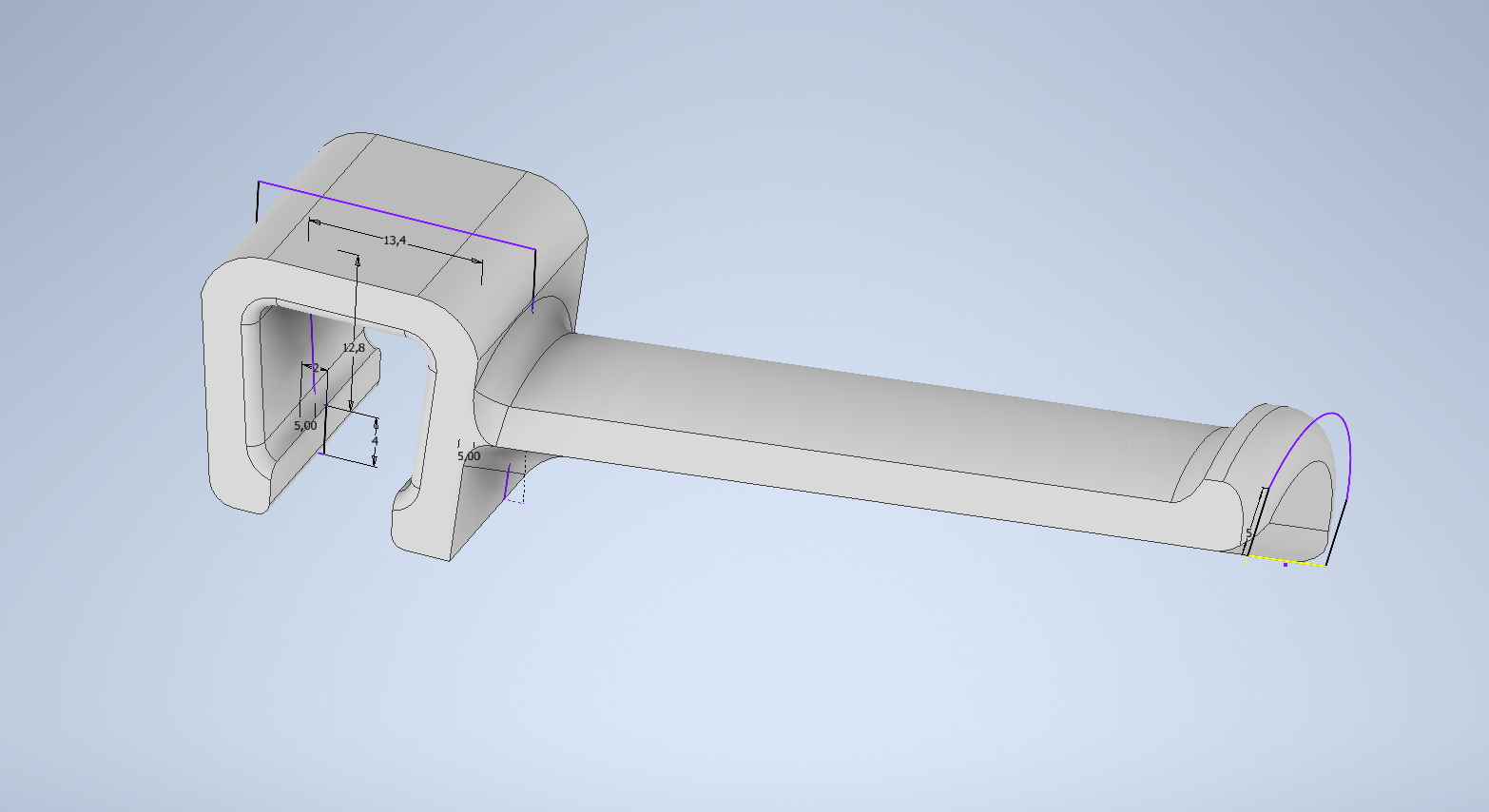
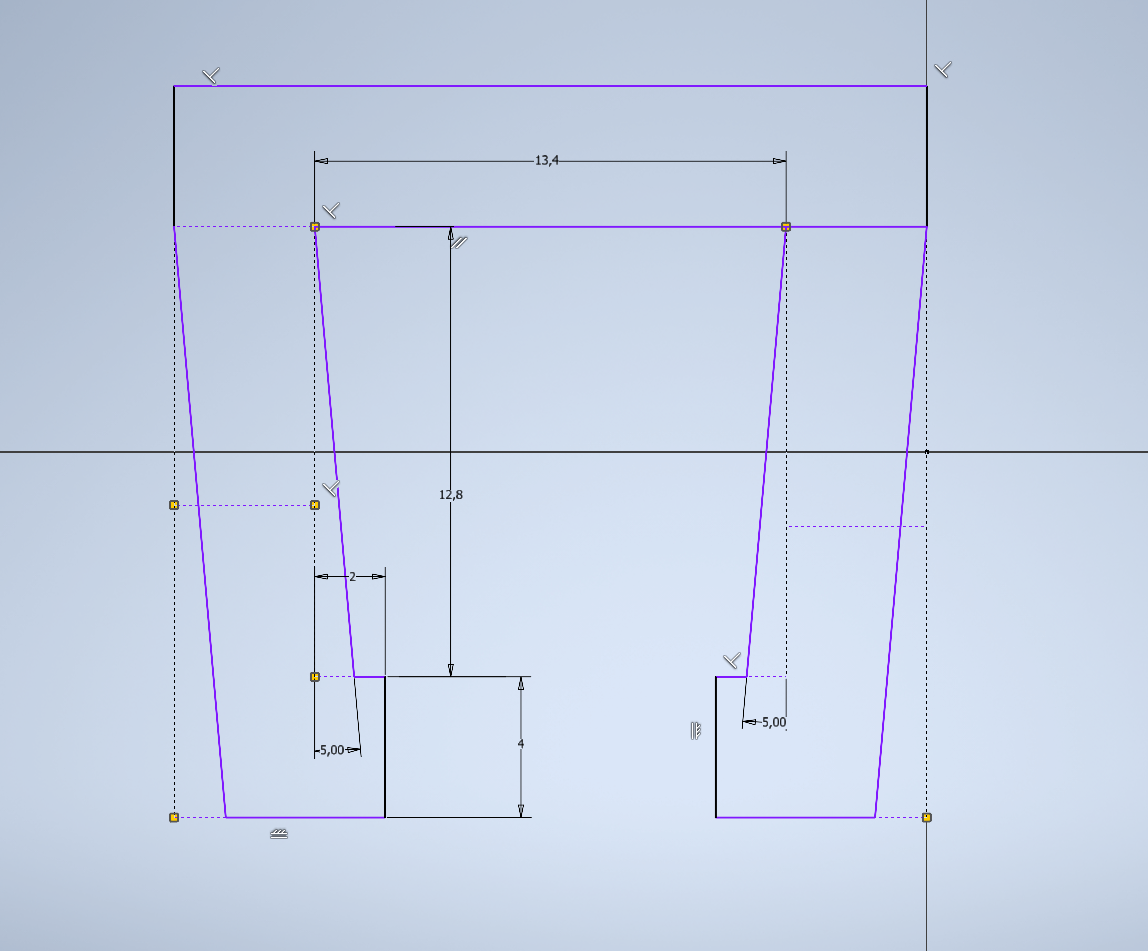
Это вообще нормально? Пластик же не должен деформироваться в нормальных условиях? ПЛА от елегу.
Что я сделал не так? Может изначально заложил большое напряжение в клипсу? 5 градусов с каждой стороны.
У пластиков есть параметр текучести\ползучести, вот у тебя расползлась деталь. Попробуй абс или композиты а лучше композитный абс для таких целей
 186 Кб, 1200x900
186 Кб, 1200x900Печально, что у ПЛА свойство отпускать напряжения, его твердость мне нравится, поцарапать его сложнее чем АБС. Ладно, перепечатал из АБС, поглядим. Больше черного у меня ничего нет, если и это не сработает куплю черный нейлон, на века сделаю.
Не сожрёт. Прусу не из-за цены берут.
Это как айфон, стоит в 4 раза дороже андроида, а функциональность в 10 раз меньше. И ничего, берут.
 341 Кб, 1200x1600
341 Кб, 1200x16003 дня, полет нормальный, АБС держит напряжение, клипса сидит прочно как и в начале, можно выдохнуть и забыть.

Что тебе не нравится, вонючая свинья?
Давно дцмаю купить принтер для бытовых нужд (печатать себе всякие держатели, адаптеры, переходники) но иногда и для моделей размером до 0.5м во всех измерениях.
Сейчас подкрадывается китайская распродажа 11/11 естьли там готовые наррдные модели на которые стоит обратить снимание? Знакомый купил в прошлом году anycibic kobra 2, доволен. Другой в этом году взял бамбулаб и тоже доволен. А я не ебу нормальные это варианты или они довольны потому что это первый принтер.
Пачатать собираюсь ABS и PLA. Разноцветный пластик не нужен, печать резиной возможно нужна. Очень важно ни ебаться с ним без особой необходимости, т.е. дрочить прошивки и пиды как на дронах в 2012 году я не хочу, а хочу купить сразу который из коробки нормально работает.
Посоветуйте пожалуйста ченибудь нормальное до 30тыщ.
До 30 не будет, но до 40 уже есть QIDI Q1 и Bamboo A1
https://k3d.tech/part-navi/printers/
У меня Qidi Q1, печатаю для дома всякое из АБС и ПЛА, никакой ебли, печатает хорошо.
Ну пускай ведорлок вариант ворона за 300к берёт
Обойдется, домашних нормальных принтеров 500х500 не существует. Всем иногда нужно печатать большие детали, никто не ноет.
Старые модели? Может старые принтеры? Просто возьми нулевый Qidi Q1, печатает на ура, ебля по минимуму в самом начале, он довольно новый и настолько хорош, что продавать его врядли кто-то станет без подводных камней.
Я думал может тут уже как в других отраслях новая модель выходит нихрена не добавляя, а народ все равно обновляется.
А еще нубский вопрос. При печати он греет пластики и воянет им на весь дом? надо предусматривать какую нибудь типа вытяжку? На сколько принтеры пожароопасны? вроде как и нагреватель есть и есть чему загореться, его можно оставлять например на ночь печатать?
У QIDI буквально только что вышла модель Q2, изменения есть, но она пока сырая, нужно подождать годик, пока следующую ревизию сделают, с Q1 точно так же было.
АБС пахнет, но не настолько чтобы городить отдельную вытяжку, возможно она имеет смысл если ты печатаешь 24/7, ПЛА не пахнет, остальные не знаю, не доводилось пока печатать.
Теоретически пожароопасные, практически вероятность нулевая, целые студии 3д печати не заморачиваясь ставят принтеры в длинные стеллажи и печатают ночами и днями.
Я вообще мимокрокодил в теме 3d-принтеров, но че это за компания такая? в первый раз слышу. Я на него в случае чего запчасти найду?
Такая же китайская компания как и Бамбулаб. Запчасти в продаже, служба поддержки так же работает и высылает запчасти.
Суть в том что орка опенсорс и как тока люди поймут что эта фишка не хуйня, ее тут же добавит в слайсер какой нибудь анон
Я кстати не нашел примеров использования этой фишки в самой пруше, только та картинка и 1 мутный шортс с вазой
500х500 лучше забей или сразу изучай самодельные, но там ебка.
>наррдные модели
Если вкратце то прям хуйни щас уже не делают. Тока про резину в видосе будет момент. Bambulab самые простые для вката, самая хайповая модель a1 (не мини)
https://www.youtube.com/watch?v=kK5CmpypHbs&t=5s
Благодарю
SLA у анона редкость, так что советчиков тут мало, можешь поспрашивать в профильных каналах в ТГ, там в болталках дохрена народу сидит.
Почему массово не ставят, он же сильно компактнее всяких оптопар и микропереключателей.
В /diy/ варианте итт треда больше полимерников, можешь там попробовать.
Я хуй знает зачем нам два треда, давно пора объединить.
Там чуть больше про художку, здесь чуть больше про инженерку.
Там доска подходящая, а здесь активности больше.
Но по большому счёту одно и то же.
Микропереключатели достаточно компактные и не требуют ебли с магнитами, достаточно простого физического воздействия. Принтер это большая дура на четверть кубометра, там нахуй не нужны милипиздрические комплектующие.
hardlight любая базовая, либо anycubic, либо gorky liqid. 0 проблем с ними за все время, кроме силикона от хардлайта, он сверхтекучий оказался, но там и задачи были спецефические.
Я имел ввиду угугу сентари Карбон.
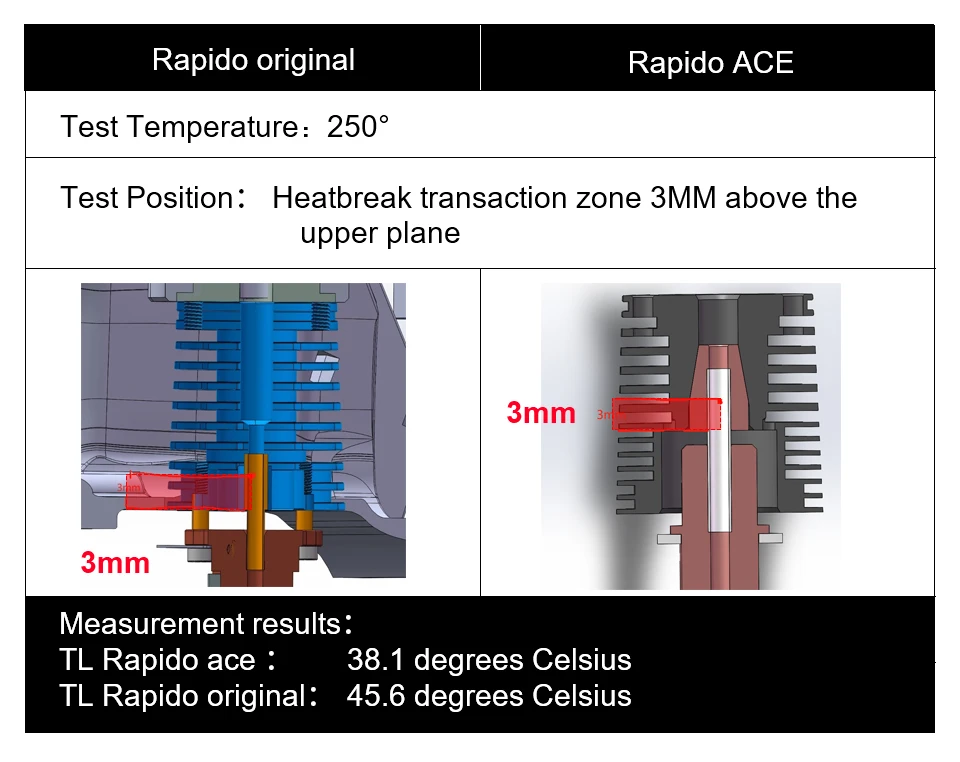



Развелось как грязи, да у каждого ещё по куче вариаций.
Како топчик, но с широко доступными частями и расходниками? Чтоб не совсем проприетарное говно которое потом починить нельзя было.
Типа того. Разъебал старый. Блять, это нихуя не разборная конструкция после небольшого пробега
Пердолингом только с принтером и занимаюсь, может через пару лет постепенно ворона получится.
Понятно, ну вообщем положняка по хотэндам нет, все печатают на Бамбулабах, Квидиках и прочем, пердолинг как явление уже значительно отошел в прошлое, производители научились делать принтеры которые и правда печатают вместо пердолинга, чего и тебе советую.
Вот тут рекомендации от Соркина:
https://k3d.tech/part-navi/extruder/
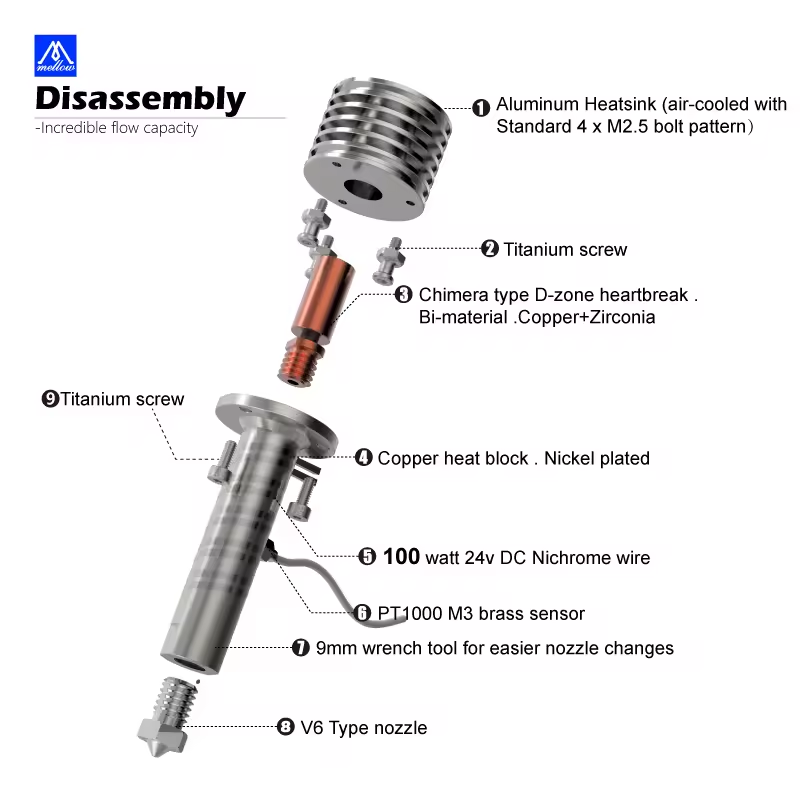

Да мне норм, у меня принтер как Москвич у деда в гараже, чиню чаще чем езжу. Само по себе хобби и рукоделие.
Бамбуки будут просто стоять и всё. Плюс я ещё и лазер туда присрал, это в любом случае путь пердолинга.
Спасибо за ссылку, подробненько. Правда вот по хотендам как раз маловато, разве что про то как свой собрать из конструктора.
Из готовых облизываюсь на Голиафа как раз, он очень толково сделан по-моему, просто нихромовая нить обмотана вокруг трубы с вас 10к₽
Пока прикинул что мне надо PT100, 24В, до 6А чтобы было совместимо с тем что есть сейчас.
Ну и как минимум хочу вертикальное расположение нагревателя, керамического наверное лучше, надоели эти кубики. А по деталькам что-нибудь массовое. Rapido с предыдущего поста например понравился, но у него термобарьер проприетарный с конусом зачем-то, поэтому лучше тогда уже дефолтный рапидо.
Хочу вкатиться в 3d принтеры и возник вопрос по поводу нужен ли abs пластик и соответственно принтер с закрытой камерой под него, или на всё хватает petg? Хочу делать всякие крепления, зажимы, корпуса, что нужны в хозяйстве + механику для самоделок, по типу шестеренок, колёс, винтов и подобного. Еще не знаю, зайдёт ли мне вообще 3d печать и не хочется просто так деньги выкидывать. Сейчас выбираю между bambu lab a1/ a1 mini и qidi q2.
3д принтер покупают не для окупаемости, а для создания уникальных вещей, которые невозможно купить или они стоят неоправданно дорого. Одним petg ты точно не обойдешься, рано или поздно нужно будет что-то напечатать, например, нейлоном. Бери q2 или q1.

 1,3 Мб, 2133x987
1,3 Мб, 2133x987https://aliexpress.ru/item/1005008769510686.html
 328 Кб, 1246x769
328 Кб, 1246x769Еьать даже не знал что такое существует, но теперь мне тоже надо.
Вроде это оно. А еще вот че нашел
https://aliexpress.ru/item/1005008769510686.html
>>85706
Зачем вам это? Выглядит как циганщина, функциональное применение в 3д печати нулевое, в пластике не держится, обычная шайба сработает так же, пригодится могут только как втулки для какой-то оси но не как нормальные части для крепежа. А косые болты вообще пиздец, косых болтов еще нехватало.
Короче, это Countersunk Washer или шайба под потай. Единственное логичное применение мне видится для деталей или узлов требующих регулярной сборки разборки, каких-нибудь джигов или фикстур, весьма нишевое применение как по мне.

Какие шутейки, работа принтера проверяется печатью, ты когда телевизор покупаешь тоже начинаешь осматривать и проверять все провода и микрочипы? Че ты тут хотел услышать, шиз? Ооо, у вас покраснение на ремне, это брак, нужно принтер менять?
>работа принтера проверяется печатью
Yes, but не ебаного кораблика.
>Че ты тут хотел услышать, шиз?
Советов мудрых, а тут ты.
>бенчмарк
Скорости печати и абстрактного качества.
Давай-ка по распечатке кораблика ты мне ответишь на ряд вопросов, например насколько косоебит деталь по оси X в дальней-правой части стола или насколько всрат напечатанный цилиндр (насколько он овальный), или вот как ровно печатает слои по всей оси Z, что там допусками по зазорам 50-100 микрон, или равномерность самого первого слоя по всей области печати? И это самое первое что пришло мне в голову, а есть еще. Вот и получается, что на важные вопросы печать бенчи не отвечает, это не более чем локальная шутейка - мигаю диодом.
Ты себе в голову насрал. Сначала печатаешь кораблик, если с ним всё ок, то уже начинаешь другое проверять, если тебе это вообще надо. Для печати игрушек с thingiverse вообще больше ничего не надо.
А для остальных параметров, для каждого есть свой отдельный бенчмарк.
Кораблик универсальный.
 922 Кб, 2178x960
922 Кб, 2178x960Нахуй ты тогда вообще ставил потай чтобы потом его шайбой до цилиндра добивать?
Мы уже выяснили, что кораблик не универсален ни в чем, и по большей части бесполезен. А проверять надо все, а не кораблики печатать. Я искал советов мудрых а тут ты.
Печатник игрушек с thingiverse спок, отхлади трахание, подыши, дилдак распечатай с принтеблс.
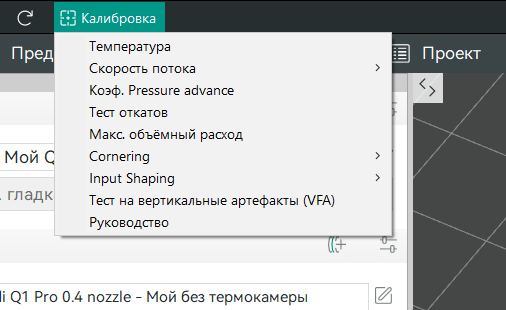 24 Кб, 506x310
24 Кб, 506x310Может пора ссылку на сайт Соркина в шапку уже поместить
https://k3d.tech/calibrations/
В Орку встроены тесты, можешь их прогнать.
Вообще пох, судя по предыдущим всему он какой реальный шиз раз требует от ФДМ 3д принтера соблюдать точность в 50 микрон.
Во, то что надо.
>насколько косоебит деталь по оси X в дальней-правой
Так в приницпе не бывает у принтеров, он одинаково везде печатает
>насколько всрат напечатанный цилиндр
Для этого у кораблика есть труба для оценки ху, и дырка сзади для оценки z
>как ровно печатает слои
Это проверяется просто полигоном на весь стол высотой в 1 слой.
Единственное что не покажет кораблик. Но его тоже можно растянуть на весь стол в 1 слой)
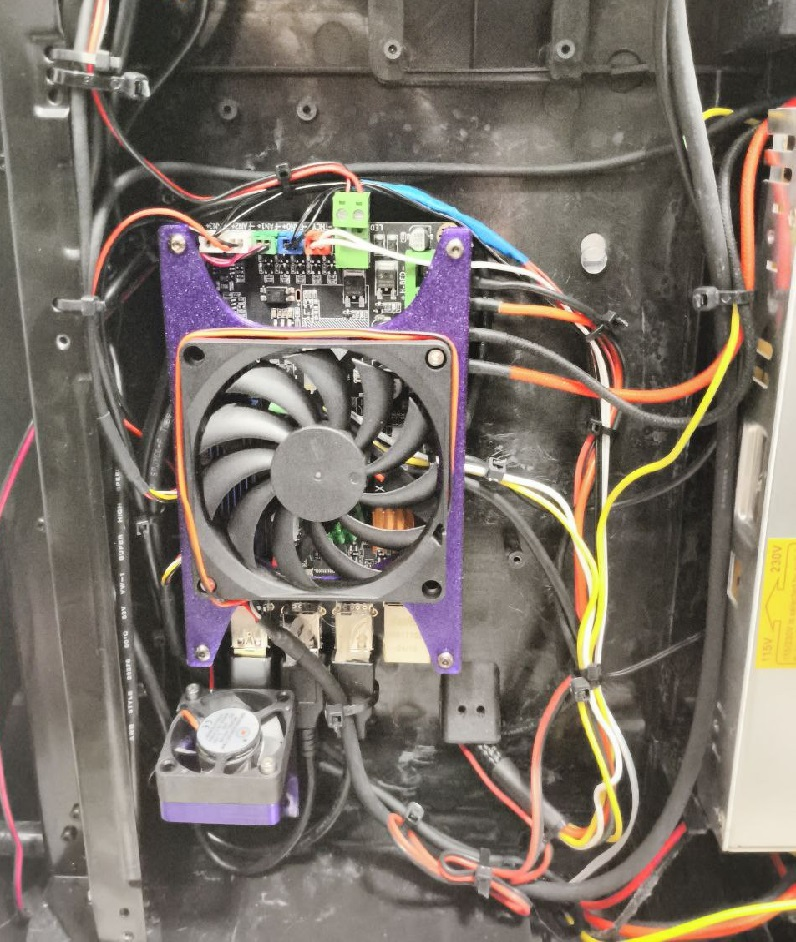
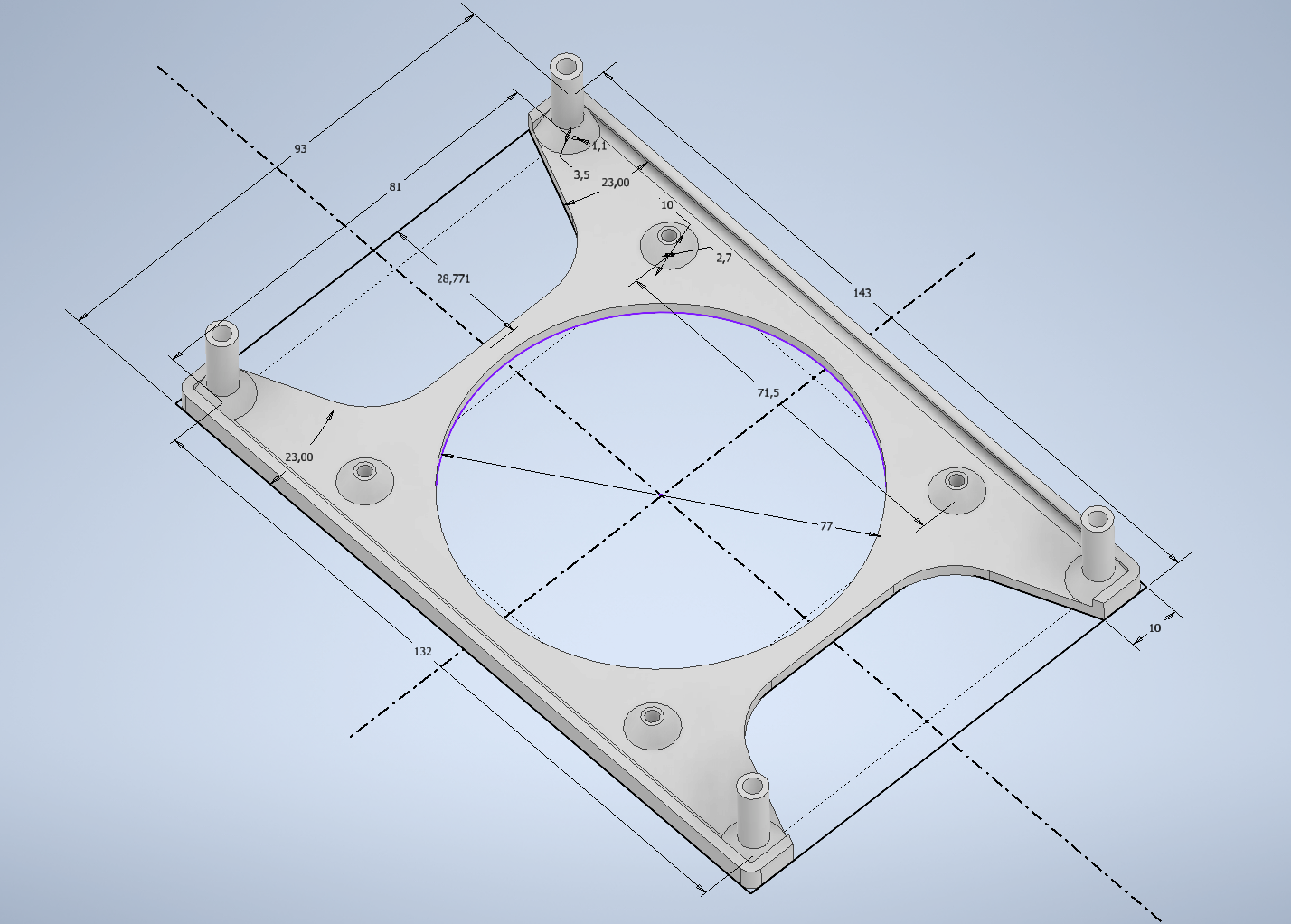
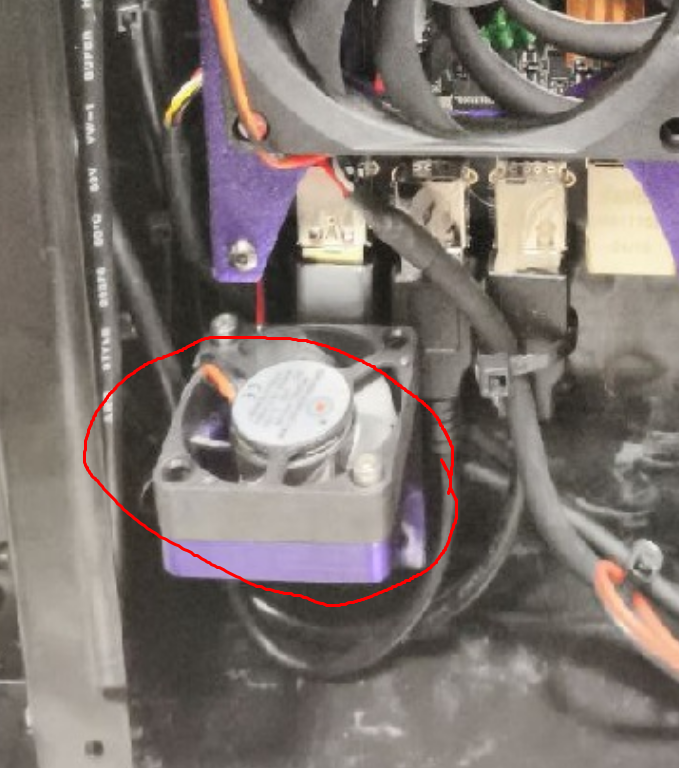
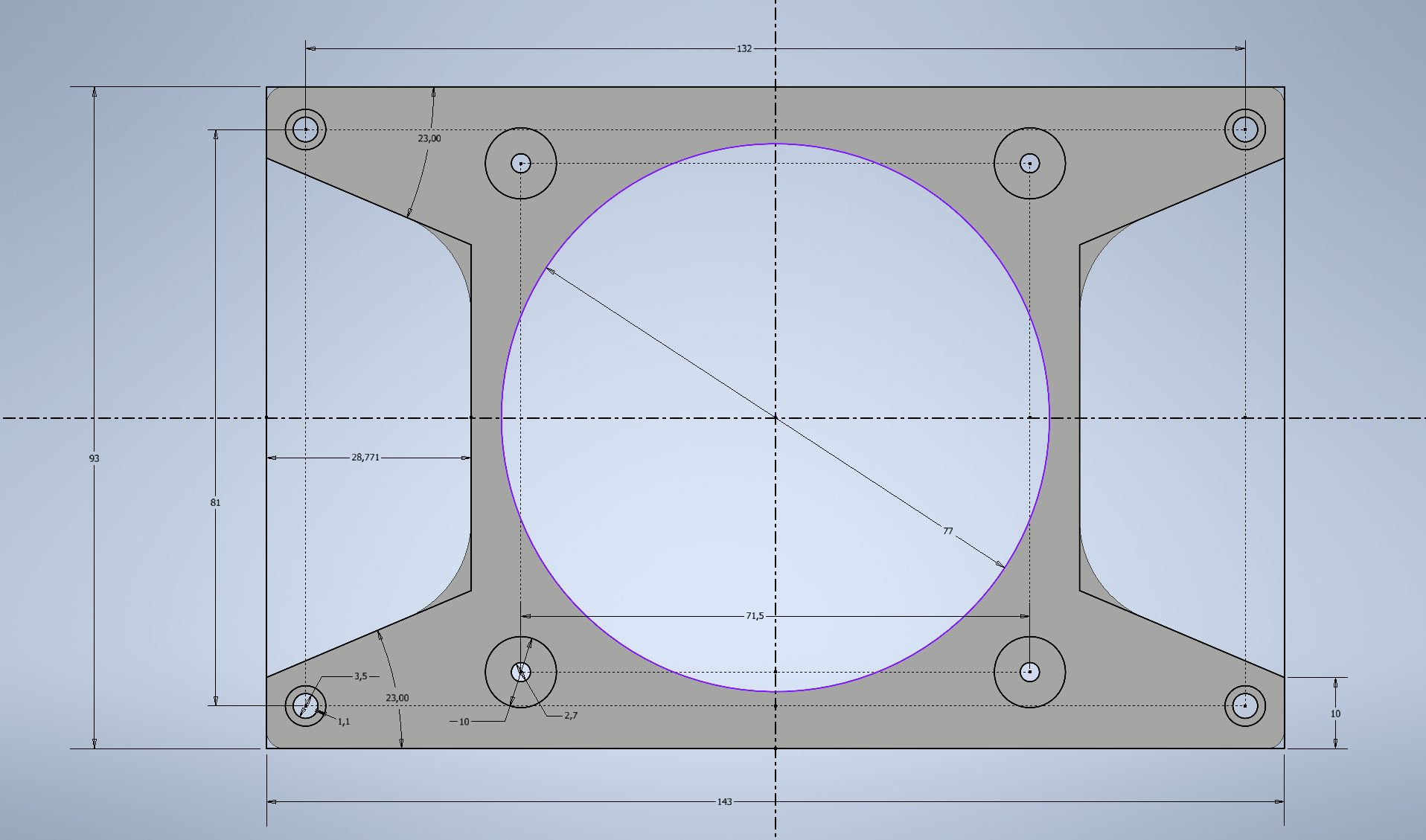
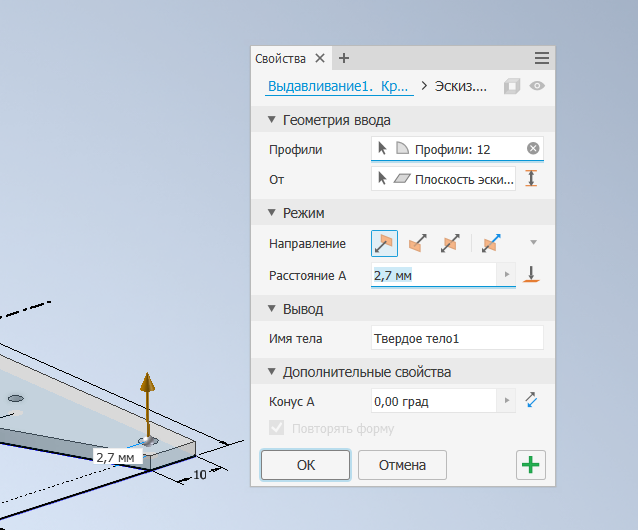
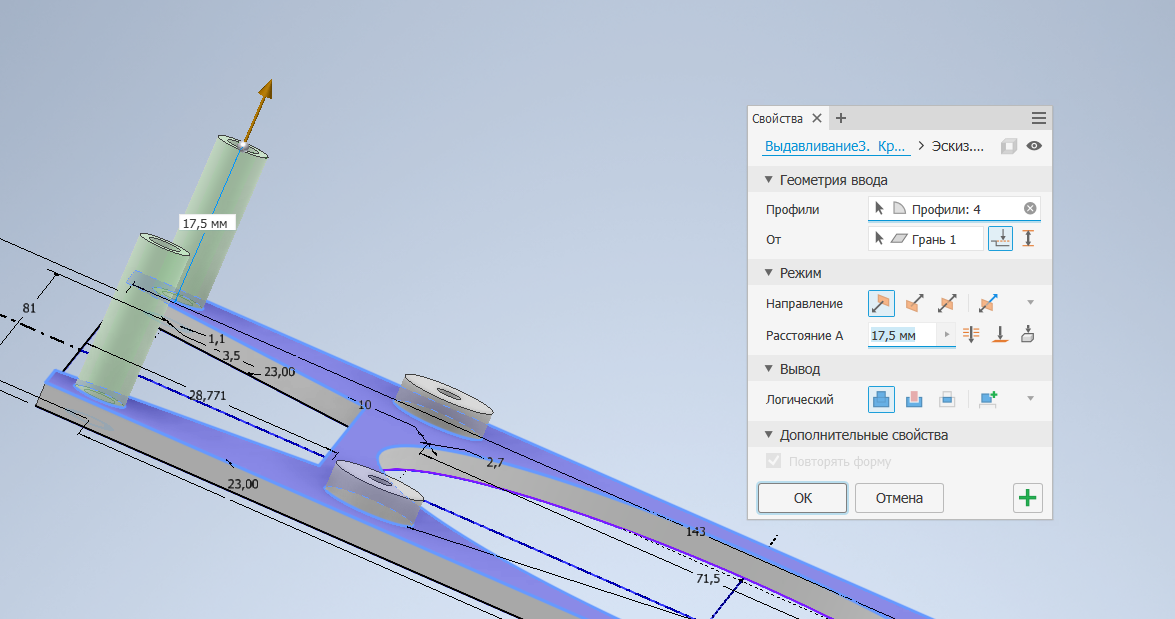
Обдув не совсем мой, я делал по статье:
https://wiki.qidi-russia.ru/ru/Q1PRO/охлаждение_материнской_платы
Там же и ссылки на модели, и вот скачанная модель не подошла к плате моего Квидика,
Еще ньюанс, в статье советуют переместить маленький вентилятор с задней крышки на внутренние крепления, якобы это улучшает обдув, но я не вижу как он может как-то там улучшиться когда поток воздуха от него перекрыт большим вентилятором и его креплением, хуета какая-то, как по мне гораздо полезнее будет если маленький вентилятор будет стоять там где стоял и нагнетать холодный воздух внутрь. Маленький стоит перемещать когда большого нет.
Свою модель выложил сюда, файлы будут доступны 2 недели с этого момента, ограничения бесплатной загрузки. Модель предельно простая, на картинке все размеры, легко повторяется в любом КАДе.
https://files.fm/u/mypsmnq8h6
Посоветуйте положняк для вкатунов, может ссылки какие-то где вся писечка, чтобы не лопатить тонны - алсо ньюфаги этого и не умеют. Чем интересоваться в первую очередь - не знают.
Суть такова: сам слесарюга, немного металлообработка, немного радиогубитель, роблю в мастерской. Подумалось тут что принтер не помешает и валяться не будет, работа ему найдется.
Задачи - всякая мелочевка без особых изысков и красоты, заготовки под дальнейшую обработку резанием, для своего хозяйства всякое, ну там коробочку какую или кронштейн, не "художественная" печать. По материалам и остальному пока 0.
Нужно выбрать первый принтер, с бюджетом не определился, ну пусть будет до 50К. Чтобы без лишних фич, типа многоцветной печати или что у вас там еще есть, и проверенный анонами, чтобы не много специфического пердолинга, в котором пока 0. На легкий слесарный пердолинг если нужно готов, инструмент измерительный, режущий и слесарный имеется.
Насчет софта - это все ближе к делу надо интересоваться.
Может кто раскидать по популярным моделям там, по критериям выбора? Сам могу только по размерам прикинуть, хотелось бы больше но 250х250 будет пока достаточно. По остальному только чуть копнул и начал тонуть - технологии там разные, разрешение печати и прочее. Сложна блят.
Такие дела.
Если коротко то иди смотреть видики и читать что написал k3d. У него есть спорные моменты, но ты их осознаешь когда уже сам будешь смешариком и в состоянии их изменить. Через недельку сможешь уже сам понять что тебе надо
Если ничего не хочешь и для тебя средние нормальные настройки без выбора подойдут то бери бамбук
Бери бамбук, идеален для вката, ничего пердолить не надо (да и не сможешь), тупо в маркет выбрал модельку и нажал кнопку печать.
Забудь нахуй про бамбук если у тебя руки из нужного места.
Это полный вендорлок на всех уровнях что железа что софта. Облака, подписки, проприетарные интерфейсы, одноразовые метки с лицензионными кодами на расходниках, региональные блокировки – полный комплект.
Я ЧПУ интересовался мельком и давно, на универсальных металлорезах работаю, от эскиза в ужасе не шарахаюсь, впринципий думаю освоюсь.
Мне бы выбрать не совсем уж набор-конструктор для нердов и не совсем законченный для хобби домохозяйки/производства, где пердолинг не нужен.
Что-то среднее, чтобы и работать-осваивать сразу можно было, и в дальнейшем можно было бы пошаманить чего-нибудь. А не выставить на лохито и купить более прошаренный. Разве что рабочей области станет не хватать.
Ну и вот, "отбивать" сразу заказами не нужно, задачи не производственные, у ремонтников так все оборудование работает - чисто на облегчение основной работы.
И да кста, мне бы закрытый предпочтительнее потому что в мастерской все мрачно - и грязь и дым и масло и абразив.
А Й2 что такое? Ну ладно, с бюджетом ради хорошей вещи можно и понадусериться чуть. Немного потерпеть подзаработать, пока почитав всякую базу.
Благодарю вас всех котаны за помощь. Хотя бы знаю теперь что есть вот такие производители, можно и поконкретнее почитать/посмотреть.
Возьму пока таймаут, все взвесить и подбить баблишка, чтобы горячку не пороть. Чтобы можно было не только дилдаки печатать.
Да открытые уже вымерли, остались только в нищесегменте.
На 2026й вот минимум того что может называться принтером:
Закрытый корпус. Активная или пассивная камера ещё можно поторговаться.
Core-XY кинематика. Дрыгостолы строго нахуй. Кто двигается по оси Z спорный вопрос. Механика (рельсы, трубки, колёса) – холивар.
Kliiper. Marlin терпимо если готов докупить пи или старый ноут поставить и перешить Марлин к хуям. Закрытые системы просто нахуй, там в лучшем случае плату управления только менять.
Это всё либо не фиксится, либо эквивалентно полном пересбору с нуля.
Голову в принципе легко менять и патчить, так что можешь особо не зацикливаться. Ну чем лучше из коробки тем лучше конечно. Но почти у всех стандартно хуёвое компактное охлаждение.
На столе пружинки на винты заменить или вентиляторы поменять тоже говно вопрос обычно.
Старые проблемы которые кажется уже вымерли, но смотри не нарвись: Экструдер должен быть на голове, а не отдельно. Драйверы шаговиков должным быть TMC2209
Ну вот вроде этот qidi q2 всему удовлетворяет и рабочая область одна из больших, кроме того что хз какие там драйвера. А чо с ними не так? Ну выгорит - починим, епт. Наоборот нравится свое оборудование лечить, типа не могу работать, серьезным делом занят кек.
Значит так буду делать - отставлю пока горячку "мамхочууу", займусь если удастся ближе к НГ или уже после.
алсо, заказывать надо на алике? Там ничего не покупал никогда, и сейчас допустим там нету. В принципе хрен с ним, готов переплатить и взять в сплит - их динамить с платежами можно долго а они и не обижаются, ток лимиты поднимают :3
Ну это минимум прям, просто то что не удовлетворяет – вообще хлам.
Дальше уже можно выбирать. Квиди вроде норм, народный любимец сейчас.
На озоне скорее первым делом посмотри. Там сейчас и китайцы торгуют и перекупы и китайцы с российскими складами...
С такой ебаниной как 3д принтер тебе стоимость доставки и таможенная пошлина будут уже важнее цены, она то у всех примерно одна.
А еще вот - компас хоме пойдет для моделирования? Слегка поинтересовался, вроде бы ограничений нет и экспортирует в нужный формат.
Просто когда-то давно немного помастурбировал в CAD, тогда все проще было - ну и в компасе чего-то получалось. Потом все было понятно заброшено, так как задач нет а эскиз болта можно и на пачке сигарет набросать.
Моделинг будет нужен чисто инженерный, никаких художеств. Я хуй на заборе нарисовать не умею, а тут вот: размеры, цифры, углы, радиусы - все просо.
>>86255
Qidi лучше брать на Али в официальном магазине, они доставляют не из Китая, а со склада в России, доставляют буквально за неделю или меньше и дешевле чем у них цен не будет. Если на складе в РФ у них принтеры закончатся, то и продавать они их в РФ перестанут до момента завоза новой партии.
https://aliexpress.ru/item/1005009757826707.html
>>86270
Inventor или Solidworks, вот народные КАДы, я использую Inventor, солид как-то по ебанутому сделан, не в плане интерфейса (он у них однотипный), а в плане модулей, там при установке ставится сервер лицензий, сервер хуензий и при работе все это как будто подтупливает, а Inventor ставится как одна единая программа без геммороя и работает стабильно и шустро. Про компас сам не скажу, но пишут что говнецо.
Любой пойдёт какой умеешь.
Fusion 360 самый беспроблемный для новичков. Легкий и понятный, условно-бесплатный, но обмазанный облаками.
Rhino/SoldWorks – посложнее, но тоже норм. Хуй купишь.
Контур деревянный вроде.
FreeCAD – эталонный красноглазый опенсорс со всеми плюсами и минусами.
OpenSCAD особняком стоит, это скорее программирование нежели проектирование.
Это всё инженерные кады. Есть ещё моделяторы для домохозяек и блендеры всякие, с ними в принципе тоже можно что-то проектировать, но это гвозди микроскопом.
>На торрентах вроде есть
Да, на старом добром Рутрекере есть, я забрал Inventor Pro 2025.2, работает идеально поэтому новую версию качать думаю пока не буду.
Граверы все с высокими оборотами, но без момента – нихуя не шлифуют, только плавят пластик.
Бруском или шлифмашинкой только большие полигоны можно нормально пошлифовать, кривые и пазы – хуй.
Есть что-нибудь типа гравера, но с моментом вместо оборотов?
Вязнуть всё равно будет. Да и оснастка наверное похитрее нужна дефолтных цилиндров, они ж наверное не стойкие к воде.
Тут в принципе проблема в том что гравер – это не шлифмашинка. Гравировать как раз надо йоба-оборотами. А для шлифовки они не нужны.
Шлифуют обычно под дальнейшую обработку и покраску, а пазы и кривые изначально нужно подбирать так, чтобы их не приходилось напильником дорабатывать. Поэтому шлифовка нормально делается обычной наждачкой в держателе т.к. цель не снять лишнюю массу, а именно зашкурить, если тебе нужно снять с пластика лишнюю массу то ты что-то изначально сделал не так.
3д деталь она полая внутри с тонкими стенками периметра и снимая часть периметра ты сильно ухудшаешь прочность в этом месте.
Я же написал, наждачкой ты только внешний полигон пройдёшь. В любую впадину или даже просто внутреннюю часть коробки не залезешь нормально.
Любой самый пиздатый принтер как ни настраивай печатает слоями, их и видно и на ощупь они никуда не денутся. Никакой плотной посадки или герметичности тоже не будет даже если геометрия ровная.
Ровно, красиво и аккуратно только после шлифовки. Красить при этом обязательно разве что ПЭТГ, только он после шлифовки выглядит хуже чем до в отличии от АБС/ПЛА которые после шлифовки пиздатые.
С покраской как раз можно всё просто грунтом задристать.
> с тонкими стенками периметра
Да, жаль конечно что их нельзя сделать какими тебе надо
>с тонкими стенками периметра
>>86338
>Да, жаль конечно что их нельзя сделать какими тебе надо
Вы шутите? Ну скажите что вы шутите, ибо если это так на самом деле, такая порнография мне тогда и задаром не нужна.
Сам из печатных деталей пользую только шестерни, но они вроде полностью заполнены материалом. (одну намотал, но там и стальную намотал бы, сам недосмотрел)
Можно попробовать "реноватор" а плоскости орбитальной машинкой. Хреноватор хочу тоже себе прикупить, да вот не особенно он пока нужен. Знакомые инструментальщики говорят годный струмент, кривые и дырки всякие обрабатывать збс.
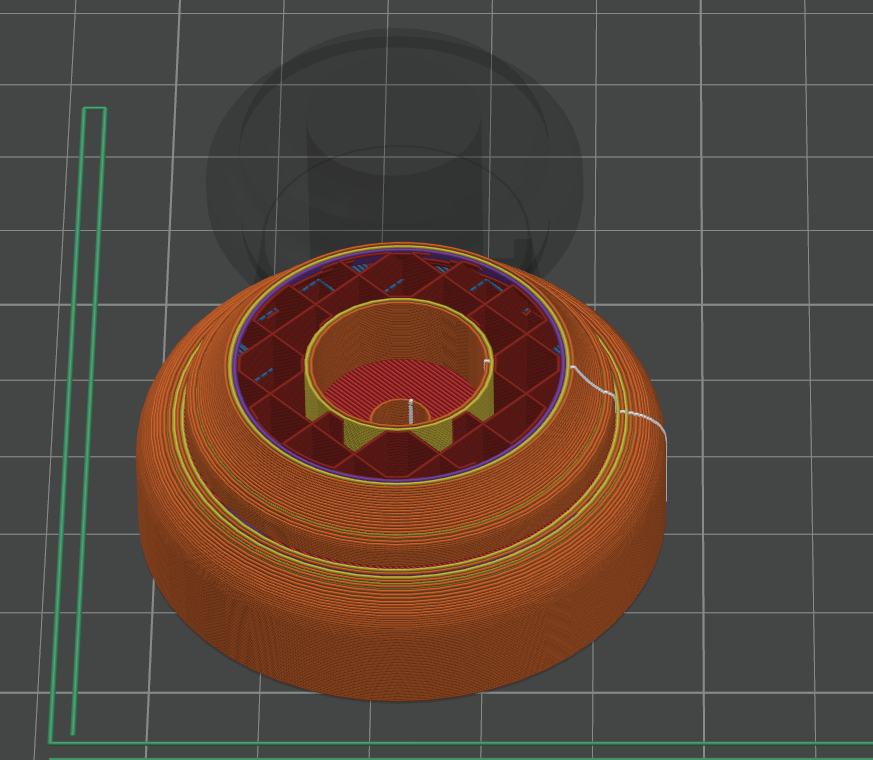
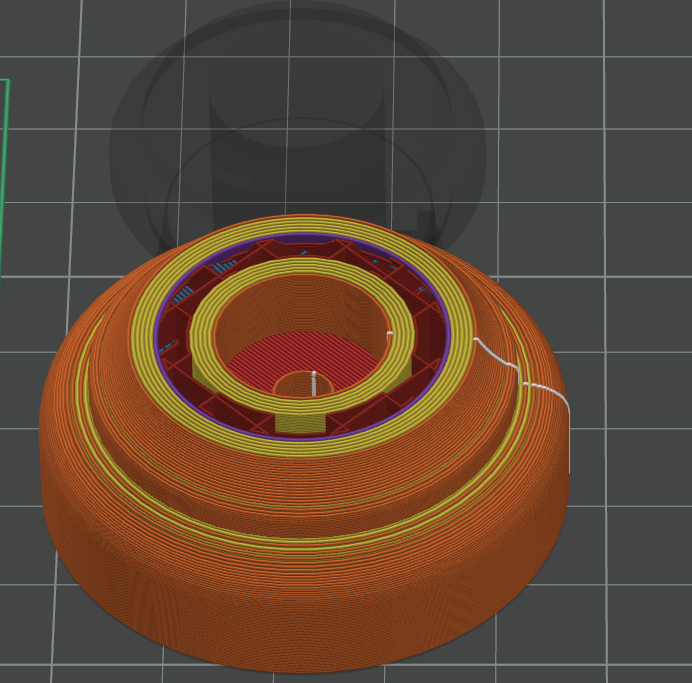
>В любую впадину или даже просто внутреннюю часть коробки не залезешь нормально
Спокойно залезешь везде где это возможно, дремель уж точно намного крупнее чем небольшой кусочек наждачки, приклененной к маленькому держателю.
>их и видно и на ощупь они никуда не денутся
Именно, и на это не обращают внимания т.к. современные принтеры в целом печатают достойно.
>Никакой плотной посадки или герметичности
С геометрией все в порядке, подбором допуска легко обеспечивается и плотная посадка и герметичность, это не имеет отношения к твоей проблеме залезть в труднодоступные места.
>Ровно, красиво и аккуратно только после шлифовки
Только металл или дерево, но не пластик, пластик после шлифовки вылядит как говно, любой, ну или ты собрался пидарасить его до состояния глянца, что как по мне тоже весьма непривлекательно.
>Да, жаль конечно что их нельзя сделать какими тебе надо
Тогда нахуй встает вопрос о шлифовке если можно просто перепечатать?
>>86339
Да можно конечно увеличить количество периметров, только сути это не меняет, не печатают на принтере цельные детали, не потому что нельзя, а потому что нахуй не нужно ибо прочности и так хватает.
>не потому что нельзя, а потому что нахуй не нужно ибо прочности и так хватает
фух бля, чот подумал какое-то фундаментальное ограничение. Ну мало ли чего бывает в незнакомой теме, усадки например какие не позволяют..
 21 Кб, 500x500
21 Кб, 500x500С точностью желательно до 1мм (у Ferret например 0.1мм), но цену ищу до 30к. Из тех сканнеров что видел которыми можно за раз отсканировать тело в полный рост подойдут модели лишь от 1000$ и выше (и то если повезет). Возможно я что-то упускаю и неправильно ищу.
 1,6 Мб, 1000x1000
1,6 Мб, 1000x1000Так дело то как раз не во вращении, а в инструментах.
Каким-то хером дефолтной ручной вращалкой стал гравер, хотя это узкоспециализированный инструмент для царапанья. Ни пилить, ни шлифовать, ни сверлить, ни фрезеровать это говно не может как бы маркетологи не пытались в этом убедить. Максимум полировать в довесок к гравировке.
Практически ни один из граверов не имеет поддержки оборотов в принципе, просто крутит сколько хватит дури мотору. Хватает обычно хуёво и вал останавливается даже пальцами. С мощными моторами пальцами не остановишь, но тогда и скорости сильно много и он плавит пластики.
Поэтому и вопрос: Что умеет держать обороты или хотя-бы качается в ветку крутящего момента, а не скорости вращения?
Пока я нашёл только всякие Торнадо-Профили. Но и те нихуя не держат, просто там мощные движки с редукторами и они при низких оборотах ещё продолжают хоть как-то крутить.
>вращалкой стал гравер
Вообще классический гравер возвратно-поступательный а это называлось бормашинкой. Ну да хуй с ним.
Я пользую как бормашину шпиндель от фрезы по деревяхе, обороты максимальные порядка 25К, регулировка какая-никакая, тянет хорошо. Подшипники вырезаю из глухих, прочую хуйню.
Но он громоздкий, цанга под инструмент 6мм.
Стоят очень дорого, цена современных больше цены принтера, дешевых нет. Есть еще варианты приложений на смартфон, типа там ты обходишь предмет с камерой и там алгоритмы как-то это собирают в 3д модель, не знаю, гугли сам.
Таких не существует в принципе скорее всего по причине перегрева, эти дреммели даже на полных оборотах нагреваются как суки за 15 минут, а если еще момент удерживать, который увеличивает проходящий ток в разы и при этом система охлаждения не работает т.к. оборотов нет, то все становится совсем печально. И думаю по этой причинет нет не только дремелей с такими свойствами.
Да не будет ничего работать, не шлифуются термопласты нормально. Лезвийным вращающимся инструментом тоже мучение - дергает, врубается. Напильники, надфили новые, чистые и острые. Нож, скальпель, резаки, штихели - тоже все бритвенной остроты. Паяльный фен, химия накрайняк.
И наступит счастье.
 153 Кб, webm,
153 Кб, webm,1236x720, 0:08
Какой ты сообразительный, расскажи это современным шуроповертам, которые имеют встроенную защиту от перегрева и легко в нее входят когда ты начинаешь например использовать шлифовальный круглый диск-насадку, буквально за 5-10 минут. Удержание момента требует огромных токов и очень быстро вызывает перегрев.
Что за шуруповерт такой? Мои например тебя час мотать и крутить будут а в защиту не уйдут.
Шуруповёрт для верчения шурупов спроектирован. Ты его не по назначению используешь, потому и вылетаешь за штатную работу.
Весь инструмент имеет защиты от такого. Даже в принтерах варисторы и плавкие предохранители стоят на входе питания. Будешь суп варить принтером – тоже с ними познакомишься.
Хуйню не неси, спроектирован он разве что по способу крепления и использования оснастки, это не относится к нагрузкам как к таковым, захочешь закрутить огромный шуруп или несколько довольно больших - шурик точно так же уйдет в защиту, не может инструмент подобного размера держать большой момент без риска перегрева и повреждения.
https://youtu.be/tfc876Jb-t4?t=374
Сука сколько же здесь ебанатов, которые не понимают основ физики, не будет у вас ручного небольшого инструмента с большим моментом, которым можно ебически шлифовать, поддержание момента требует огромных токов, которые в момент перегреют инструмент и тут либо нужно увеличивать размеры и мощность двигателя, либо делать редуктор размером с сам инструмент и все это реализуется в крупных станках. Понимаете, гуманитарии, маленького инструмента с удержанием момент по факту нет и не потому что производители сговорились.


>Понимаете, гуманитарии, маленького инструмента с удержанием момент по факту нет
Пынямаем, ты только не нервничай. Ты меня еще в 3д печать ввести должен помочь - а так тебя на галоперидол посадят.
Как и ожидалось гуманитарий обосрался как только открыл рот, нагрузка на обеих твоих картинках не большая т.к. трение создается только на площади соприкосновения режущих кромок, тогда как на моем видео трение создается на всей длине шурупа и чем глубже он в дереве тем больше нагрузка. Лол, ты и правда тупой гуманитарий.
>Ты меня еще в 3д печать ввести должен помочь
А смысл? Ты же тупой, у тебя фантазии гуманитария-шизика вместо понимания реальных процессов.
Я ж не он. Я у вас в тут гость пока, принтер еще не купил, готовлюсь.
>нагрузка на обеих твоих картинках не большая
А ты попробуй :3
>Я ж не он
Но такой же тупой.
>А ты попробуй :3
Ты попробуй аргументировать вместо кривляний, видео с саморезом выше.
Тупой, тебя за ручку нужно уже водить для выполнения простейших действий? Ниже пролистай, дурачок, на скрине последний пост 1218, в треде мой последний 1226, не думал, что ты настолько тупой.
 253 Кб, 2162x1293
253 Кб, 2162x1293Ты чего на меня-то ополчился? Там кто-то сказал "шурики мол в защиту уходят" - я слегка кекнул да и все. У меня dcd 991 и dcd1007, загнать их в защиту 2х аккумов не хватит.
Хз чего ты там с нумерацией увидел :3
>Ниже пролистай, дурачок
А, вот чего - видео говорю не вижу, лолкек. Тытрубу снова заблокировали. А я ж не сильно по этому поводу страдаю, потому и хуй на неё :3
Понадобится, например для освоения принтера - подниму.
Ты не понимаешь какая связь между моментом, оборотами и мощностью и кого-то гуманитарием ещё называешь?
При фиксированной мощности момент и обороты свободно конвертируются друг-в-друга в любой пропорции, для этого достаточно буквально двух шестерней (хотя лучше побольше).
Один и тот же двигатель может вертеться быстро, но давить слабо и медленно, но давить сильно в зависимости от надетого на вал редуктора. Мощность и ток от этого не меняются.
Дебил слепошарый, я целое предложение в посте написал, что для этого нужно делать большие редукторы, чтобы и момент нужный держали и не разваливались под нагрузкой и это не сочетается с миниатюрным ручным инструментом. Чет тут в последнее врем наплыв тупых.
Посмотрел видос твой, що тут казати.
Первое - с такими усилиями и моментами ты не столкнешься в большинстве случаев при ручной обработке. За исключением подобных операций, как то кручение шурупов, сверление, нарезание резьбы и подобное. Тут оснастка центрирующаяся, у тебя на руках остается одна степень свободы. Если взять в патрон скажем здоровую зубастую концевую фрезу и попробовать ей выбрать материал - ничего не получится. Инструмент будет и крутить и дергать по всем осям, руками ничего не удержишь, путного ничего не получится. Дешманские слабенькие шурики кста справились - загнать такой шуруп не еж чихнул, это тяжело. И защита сработала по моменту, это норма. (к слову на 99х серии шуриках в режиме сверления запросто ломает корпус, в сети полно пруфов со сломанными пополам деволтами)
Выход - обработка скоростная. Съемы малые, инструмент худо бедно сам стабилизируется из-за огромных ускорений и инертной массы. К примеру болгаркой вполне можно пилить дрова пильным диском от циркулярки, если руки лишние. (для треда неактуально - напечатаете себе новые)
Для термопластов применимо ограниченно, они тупа плавятся. (ну и дерево горит и на стали прижогов наделаешь)
Как выход, инструмент возвратно-поступательный или неполного вращения - орбитальная машинка. Он или сам стабилизируется или опять таки оставляет на тебе одну степень свободы, с этим справиться легче. Так можно и долбить как штихелем в пазах и шлифовать по поверхностям. Материал тоже лучше себя ведет из-за "холостого хода" в цикле, не так греется и плавится.
У меня усё. Лекция окончена :3
Я так на стеклянном вентилятором охлаждал, 2 раза вырывало куски стекла из стола.
Теперь оставляю по пол часа и жду.
В целом решение верное или хуйня? Дрочить оркаслайсер не поанирую, вообще мриоритет легкий вкат и не за бкшеные деньги.
Тебе шашечки или ехать?
Если хочешь без проблем печатать что-то более значимое чем фигурки и коробочки лучше взять с термокамерой, с открытым столом с АБС будут проблемы, остается ПЕТГ, он тот еще некрасивый гемморой, вот ПЛА будет заебись, но он по сути мало на что годен в практическом применении.
>Дрочить оркаслайсер не поанирую
Тогда готовься к косякам при печати, печатать будет, но будут вылезать всякие неровности и прочее, 3д принтер это станок, а не бытовой прибор, для приближения к идеалу нужно настраивать.
> остается ПЕТГ, он тот еще некрасивый гемморой
Кроме пост обработки никаких проблем. Цвета самые пиздатые
А еще сопли, проблемы с набором влаги и постоянные косяки с внешним видом, бугры, недоэкструзия, кривые слои и пиздецовые швы. У ПЛА и АБС с этим проблем почти нет.

 923 Кб, 1061x910
923 Кб, 1061x910У тебя даже на этом мыльном фото видно говнище во многих местах, в реальности все еще хуже полагаю, ну если это твой уровень качества, то ок.
>АРЯ ЗАНЕСЛИ ЗА РЕКЛАМУ
>РЯЯЯ ОВЕРПРАЙС
>ХУРЮ НЕТ ШВАБОДКИ
>УИИИ ПРАШИВКА ПРОШИВОЧКА НЕЛЬЗЯ НАКАТИТЬ ПРОШИВОЧКУ
И так с любым относительно свежим роликом, где бамбук виден хоть на 1 пиксель. Я конечно же подозревал, что любители печати это те ещё пердолики, но чтобы на одном уровне с красноглазиками линупсоидами пинусодавами, даже и не думал.
С термокамерой сразу дороже. Я так понимаю рекомендуемый qidi q2 это самый минимум из нового с терморкамерой но и с ним надо немного поебаца.
Я буду всякие подставки-подпорки печатать и подобный им крепеж с переходниками. Изделия будут малонагруженные, и прям пиздец красивыми им тоже быть не обязательно.
Еще колеблюсь между простым А1 и мини. Не из-за цены в основном а из-за размеров, чтобы пока не пользуюсь можно было компактно убрать куданибудь в на антресоли. Но сильно ли я сосну с объемом мини и его недогретым столом?
>qidi q2 это самый минимум из нового
Q1 минимум, а Q2 это скорее добротный основной вариант.
>Изделия будут малонагруженные
Малонагруженность малонагруженности рознь, для ПЛА напряжение должно быть реально небольшим, вот отсюда почитай >>84385
Ну и на всякий, ссылка на сайт Соркина https://k3d.tech/part-navi/printers/
А че бы тогда не добавить и не азять p2s?
Да перекатывай, чего нет то? Уже за бамп лимитом
Хаас ещё не забудь к нему
Пока везут думаю купить филамента, посоветуйте дешманские но нормальные pla и petg для оттачивания мастерства печати корабликов и прочих тестовых хуёвин. Одну бамбушную катушку какого-нибудь типа все равно куплю для контроля.
Как одно связано с другим?
 96 Кб, 900x900
96 Кб, 900x900Я давил коричневого змея мощной жопной кишкой. Какой принтер выбрать?
https://www.youtube.com/watch?v=w7JperqVfXI
А зачем им карбон? Для абса он подходит что бы меньше усадка была. Видик не смотрел, возможно там так же и сказали в итоге
Маркетологи в частности пиздят, что карбон увеличивает прочность, в видосах показано что карбоновый ПЛА имеет меньшую прочность чем безкарбоновый.
А че на счет пластикоы армированных стекловолокном? Литые пластмассовые корпуса из армированной пластмассы заметно прочнее.
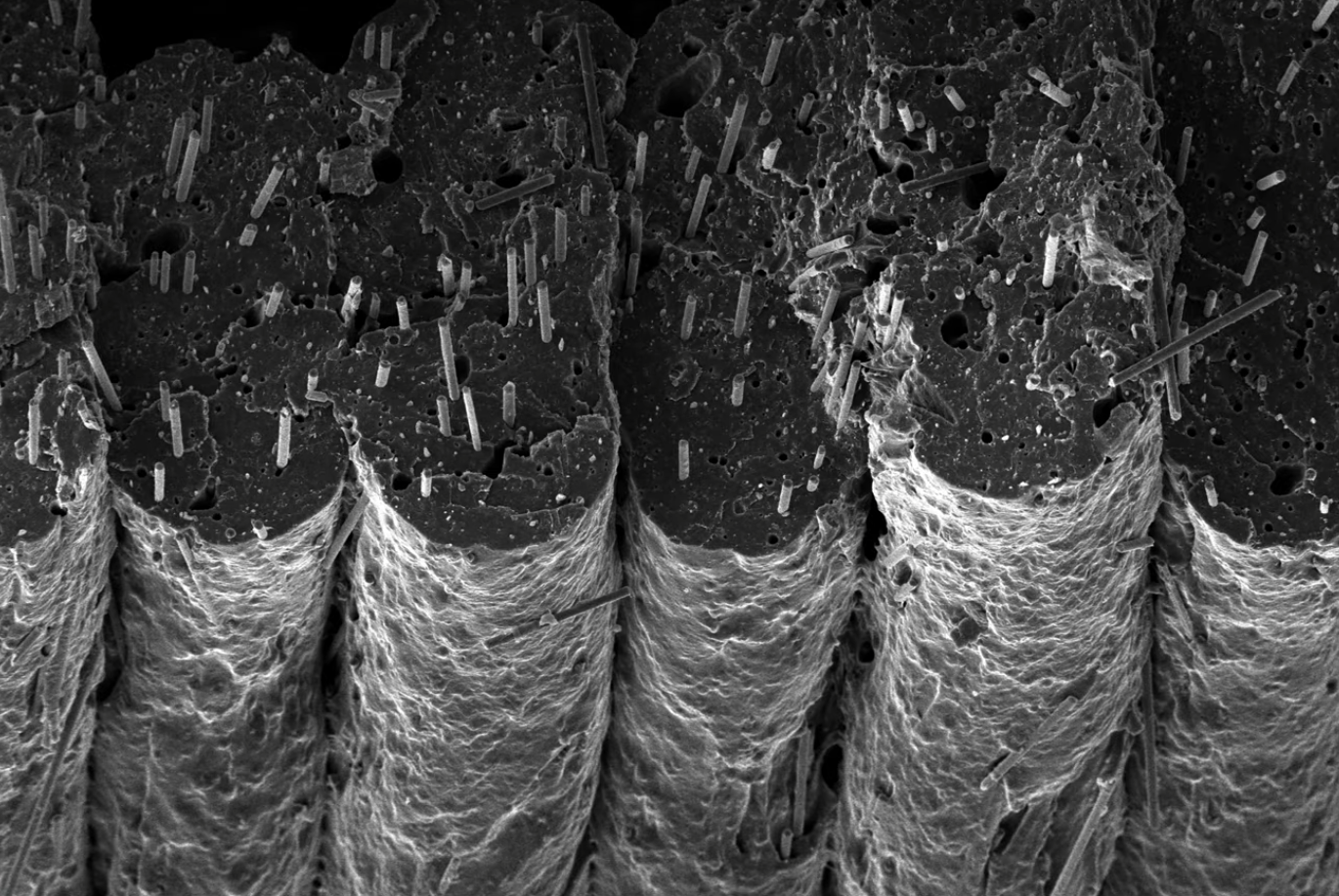
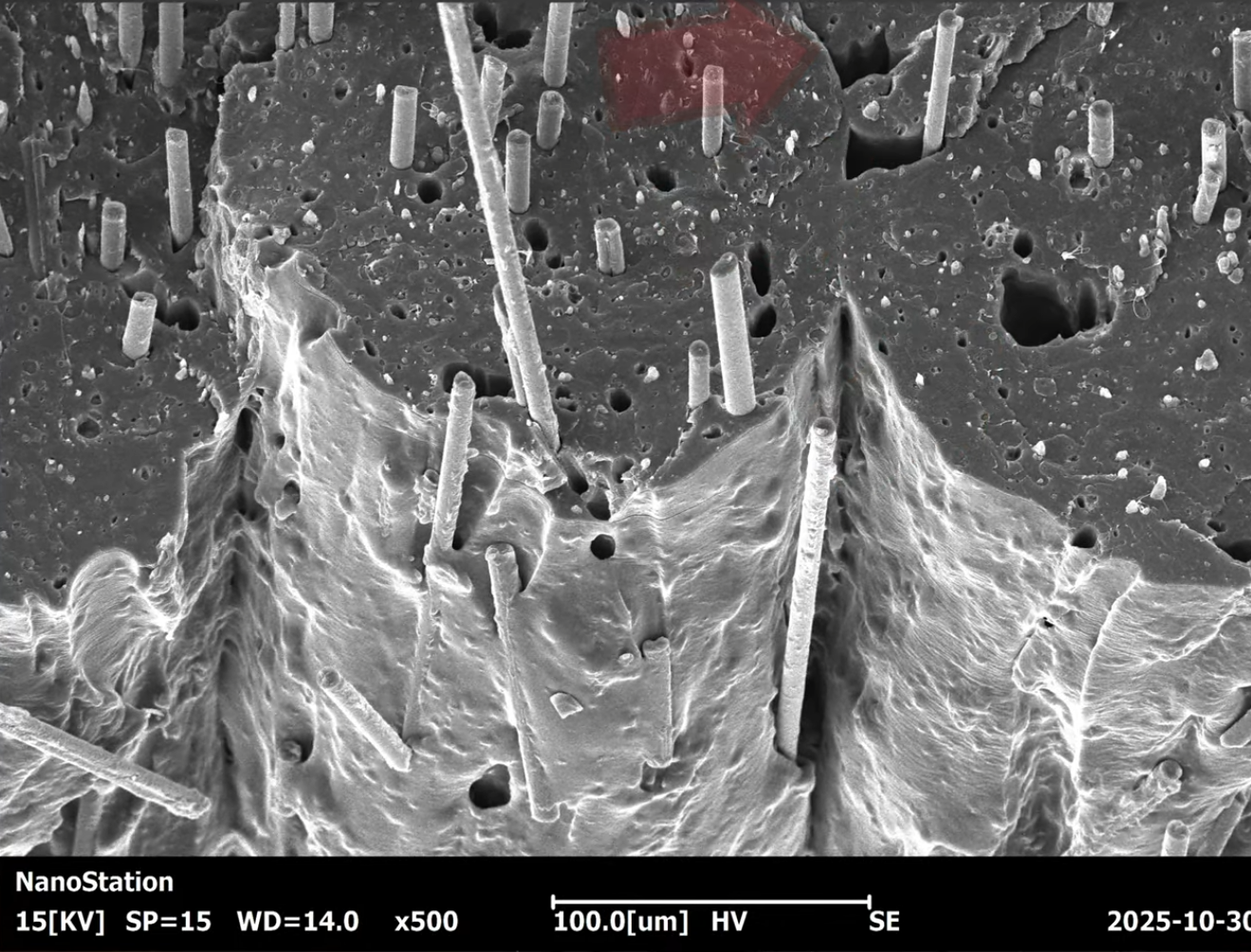
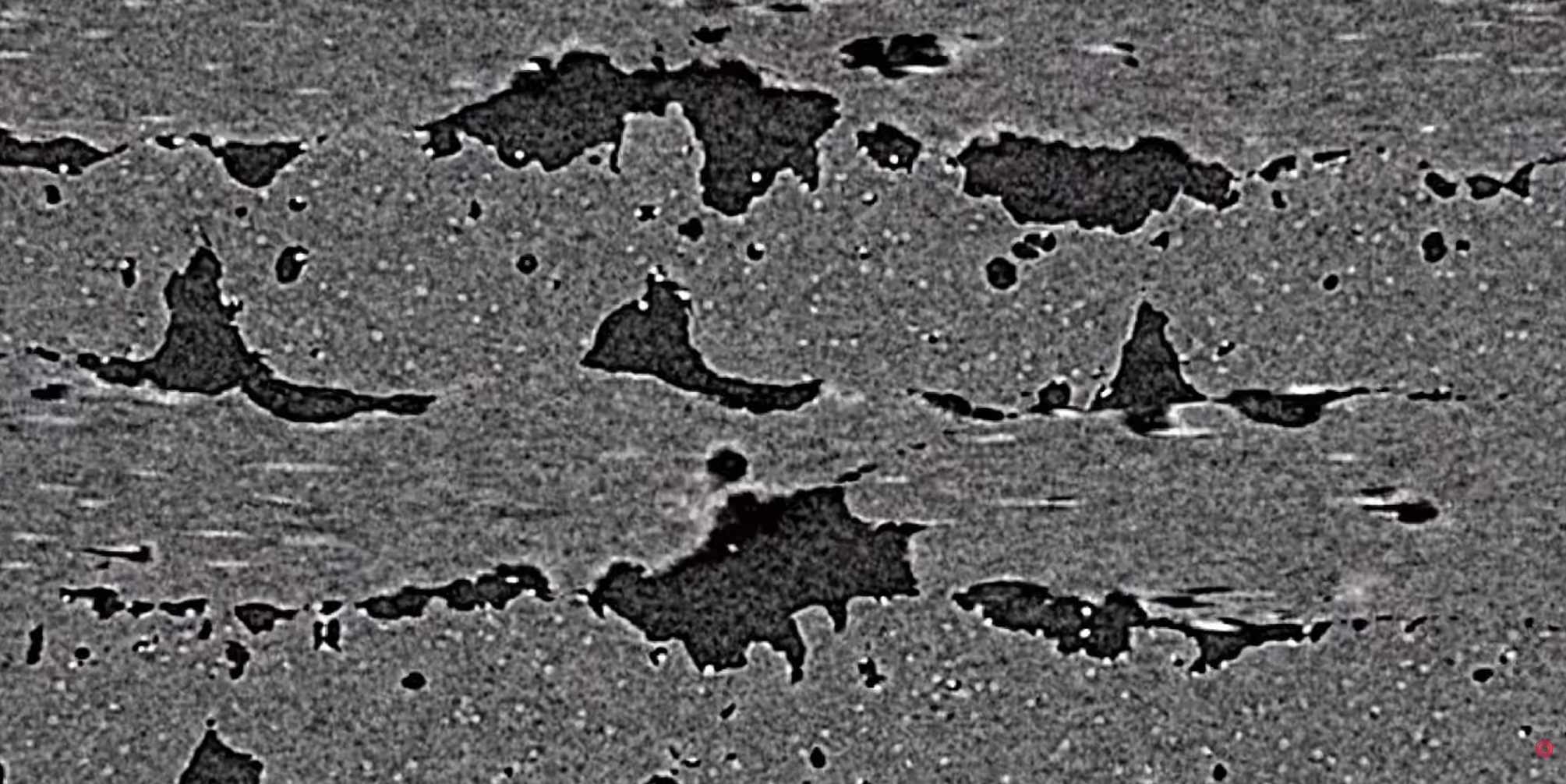
>Литые
Это вообще другая история, ролик посмотри поймешь. У нас тут слои и пустоты в них и между ними.
Бренд вроде как на слуху, а значит популярность среди народа вроде как имеет. В основном могу сказать за АБС от FDPlast т.к. печатал в большинстве им, хороший и дешевый российский пластик печать идет отлично, весь АБС, что закупил, от него.
Думаю надо к нему мусорку напечатать, а то заебал он раскидывать свои сопли по комнате. Мусорки из интернета вешаются на ось Х, а на той же самой оси из коробки было написано "не берите принтер за это место". Вот я и думаю может ли быть так, что висящая на краю балки мусорка будет мне портить ресурс и точность? Говорят что во время калибровки, когда у него тряска, отработка в этой корзине грохочет. Короче с такими подкамнями не понел зачем ее именно туда крепят, а не рядом кладут.
Так же реквестирую идей на счет ручки. Их тоже дохуя и есть в разные стороны торчащие, а есть еще и с крепежом катушки, пока ее понел надо оно или нет.
Тебе в какое нибудь сообщество бамбуков, например в телеге найди Bambu Lab RUS Community и задай вопрос там. На реддите тоже есть, погули.
Как понять, что пора пластик посушить? и посоветуйте нормальную сушилку для этого. Всякие sunlu, creality, esun что по 3000 на авито за сушилку на одну катушку это нормальные варианты или херня? Они я так понимаю с рециркуляцией, но без забора воздуха с улицы, как они сцшат в таком случае? Куда девается влага из пластика если воздух не менять?
> Всякие sunlu, creality, esun что по 3000
Одна хуйня совершенно. Работают нормально в целом. Что-то интересное начинаетя с 10к и это уже обычно гробы на несколько катушек.
Тоже выбирал недавно, Creality space Pi взял. Вроде чуть горячее остальных жарит. Крутилятор не такой уж громкий как все ноют.
Забор воздуха там есть, как есть и маленькая дырочка для выхлопа. По идее за счёт этого обмена воздуха всё и сушится, но до какого-то предела естественно.
>В квартире воздух зимой очень сухой
Так увлажнитель поставь! Охуенно с ним.
А есть ли смысл пойти бомжатской дорогой и купить вместо этого сушилку для овощей? Они как будто бы стоят те же 3000, но больше влезает. Однако автоматика более простая, нет гарантии равномерного распределения тепла, ниче не крутится во время сушки и нет индикации влажности внутри.
Когда начинает серить шишками и попукивать/кипеть в сопле тогда и суши. У меня тоже сухо так что только когда забираю с пвз в сушилку (для овощей) отправляю на сутки+-
Имело смысл когда не было нормальных сушилок для филамента, бери creality space pi plus на две катушки и успокойся, потрать немного больше не жмись, когда будут бабки ты к сушилке овощей не сможешь докупить "апгрейд", она так и останется сушилкой для овощей. У меня такая и в основном она стоит без дела.
Филамент у меня хранится в коробках и пакетах от производителя, проблем нет. Хочу сейчас напечатать как минимум несколько боксов для критичных пластиков типа нейлона и петг, только проектировать буду сам, скачать готовое с инета мне не особо нравится, от туда я в основном идеи беру, да и катушки у меня разные, а не стандартные бамбуковские.
 59 Кб, 800x450
59 Кб, 800x450Новый же в пакете продается, один хуй надо сушить штоле?
Поцоны, поясните за деревянный PLA. Говорят что похож внешне на дерево, но на видео и фотках он выглядит как кортонные коробки из вторсырья пропитанные эпоксидкой. Так на что он в итоге похож? Бывают какие-нибудь сорта, которые типа переменного цвета, чтобы во время печати создавалось ощущение деревянной полосатости?
А как идея хранить после сушки в полиэтиленовых zip пакетах с мешочком силикагеля?
У меня точно такая же инфа как и у тебя - знаю, что говорят, что он похож на дерево. На что он похож в реале не знаю, я купил себе набор матового ПЛА, покупать еще всякую экзотику желания пока нет, итак обычный пластик дохрена места занимает.
Если будут реально герметичными и застежка не отвалится после пары использований то почему бы и нет, но вот складывать их на полку как будешь? Все равно нужна коробка.
Бомжатской – это прям на столе принтера под кастрюлей и в духовке.
Нахер тебе больше одной то?
Других вариантов и нет.
Пакеты не идеальные, после долгого хранения всё равно подсушивать опять.

В сушилку на 2 можно засунуть одну, а можно и две. Если две то в два раза быстрее можно высушить несколько катушек. При этом автоматика для сушилок на две катушки та же самая что на одну и получается сушилка на две катушки дешевле чем две отдельные так ведь? или нихуя?
А просто друг на друга нельзя чтоли складывать? Неудобно, но пойдет. Или на какие нибудь направляющие ставить, если постоянно не таскать туда сюда то пакет не продавится.
 672 Кб, 640x640
672 Кб, 640x640Складывать можешь как хочешь если готов терпеть все эти пакеты и силикагель болтающийся внутри. Я не считаю пакеты удобными, единственное их преимущество это цена. У тебя есть 3д принтер, напечатай нормальные кейсы, вариантов в инете десятки
Нет, тоьько одной. Но когда я одну поставлю сушиться хочу чтобы вторая уже была готова.
Две катушки одновременно можно пихать если у пластиков одинаковая температура сушки. А вообще не думай что сушилкой ты будешь пользоваться часто, так иногда просушить только. У одинарных сушилок есть ньюанс - не все катушки в них могут влезать, зависит от модели, нужно читать отзывы, когда покупаешь двойную, то одна точно влезет, какого бы размера не была.
>так иногда просушить только
Не лучше ли в таком случае взять одну, но более крутую с поддержкой температур для нейлона например? типа бамбушную ams HT. Правда в ближайшем будущем я не буду печатать нейлоном, максимум ABS
>когда покупаешь двойную, то одна точно влезет
А по диаметру они всегда одинаковые? только ширина может отличаться?
Не знаком особо с другими сушилками, в той что советовал режим для нейлона тоже есть правда с температурой пониже, если есть деньги можешь брать HT она получше будет.
По диаметру там все ок, узкая подразумевает и больший диаметр.
 207 Кб, 1440x746
207 Кб, 1440x746Где бы навернуть исчерпывающей инфы по сканерам?
Оригинальную параметрическую геометрию ты не получишь никак, все что ты получишь это 3д модельку из полигонов, довольно точную по внешней поверхности, дальше ручками сам.
 35 Кб, 550x254
35 Кб, 550x254Да это то понятно. Я и не надеялся на полностью точную модель. Но фотограмметрия ебет мозги разбросом до десятка миллиметров если объект по величине как шлем. Если сканируешь комнату то может быть до нескольких см. Т.е. я рассчитывал увидеть на скане диаметр трубы, а на деле труба даже в некоторых местах не отделилась от стены, вот такие там допуски. И это еще пиздатое ПО reality Scan а процессинг по нему идет минут 15 на облаках. Если взять агисофт то он будет хуячить около часа локально и результат выдаст хуже.
Вопрос стоит ли вообще соваться в это дело не имея лишних 1000$ на сканер с лазерной сеткой? Вроде модели со структурированным светом дают ниче такие результаты, но там своим приколы, из-за необходимости параллакса не все они пригодны для сканирования больших и маленьких предметов одновременно. Типа или яблоко сканируешь но стул уже нет. Или стул, но не яблоко.
 441 Кб, 750x1000
441 Кб, 750x1000Я про лазер говорил, лазер должен давать точный масштаб, не уверен, что можно комнату отсканировать. Стоит ли отдавать 1к баксов решать тебе по твоим потребностям, лично для себя не считаю покупку 3д сканера оправданной т.к. он просто большую часть времени будет пылится на полке, потребности у меня бытовые, то что нужно было отреверсить я успешно делал штангенциркулем и линейкой строя сразу параметрическую модель без ебли с полигончиками, на 1к можно дохера купить всего интересного вместо одного 3д сканера.
А как часто тебе должен пригождаться сканер чтобы его покупка оправдалась? Это типа соцопрос.
Я вот для себя тоже не решил еще нужно мне или нет.
Щас проектирую блок водокачки с насосом, трубами, баком и гидроаккумулятором, все должно влезать в шкаф на кухне. По идее надо все компоненты замерить и сначала прикинуть расположение виртуально, уже потом собирать. Но только у гидроаккумулятора форма такая, что ее не в лом моделить, у остальных, особенно насоса форма ебанутая. То же касается труб коммуникаций, которые можно обмерять рулеткой, но геморно.
Однако для всех этих применений мне пойдет даже простой creality ferret, который есть на авито по 12тыщ.
Но он не пойдет для любой мелочевки мельче чайника или кастрюли, какую нибудь хреновину сложной формы с его помощью не отсканировать так, чтобы потом нормально напечатать без долгих корректировок.
Лазерный я так понимаю брать не стану, всетаки в планах сканировать так же и ебальники, а он для этого не подходит. Получается или ИК или комбинированный, а нормалтных комбинированных дешевле 100тыщ нет, это дохуя.
Если нужно просто насос уместить, то достаточно габаритной модели, или грубого наброска, не обязательно каждый болтик моделить. Трубы элементарно по сплайнам моделятся, или просто по отрезкам. Плюс, в нормальных кадах есть средства для работы с трубами, проводами, профилями, которые еще больше облегчают процесс, еще и БОМ в конце сделают.
>рассчитывал увидеть на скане диаметр трубы
Замерь штангенциркулем и добей в модели, делов то.
Если нет 1000$ лол, сильно больше то комбинируй с ручными методами.
Блять, отдай сантехнику эти 12к, он тебе всё уместит на глаз без сканеров и моделей.
Это так, но не совсем. В моем случае всяких выступающих частей и поворотов довольно много, их можно измерить и перенести руками, но это заёбывает хотя может я просто ленивый, мне даже комнату обмерять было впадлу.
По моим оценкам измерить и перенести получается дольше гдето в 3 раза чем отканировать, но это я так с дивана предположил. Фотограмметрия у меня чето не дает надежного результата пока не организуешь нормальный постоянный рассеянный свет, а это уже дохуя хлопот.
Можно подумать что уже бы все давно сделал руками как искать пути отсканировать и ебать мозги анону вопросами, но дело в том, что этот проект не единственный.
>>87330
Проблема в том, что решение не финальное, а платить ему по 12000 каждый раз не хочу.


Выглядит так, как будто ты на заводе филамента работаешь и тебе зарплату выдали продукцией. Ну или спиздил
Пока еще нет, теперь нужен такой же, только разных цветов, чтобы было из чего выбрать.
 72 Кб, 734x987
72 Кб, 734x987Они разные. Есть меняющие цвет при нагреве. Не придумал нахуя.
 230 Кб, 656x328
230 Кб, 656x328По сканерам скажу следующее.
Вот тут есть примеры https://github.com/OpenScanEu/OpenScanBenchy
- revopoint - больше вкладываются в SMM, чем в качество продукта. Наделали сканеров просто до сраки, почти каждый год новая модель. И, что характерно, всегда на кикстартере собирают бабло, прибедняются зачем-то. В момент релиза сразу есть у всех блоггеров. Но если посмотреть результаты сканирования то за те же деньги какой-нибудь креалити сканирует лучше. Отдельный минус - хуёвый трекинг. Их metroX отличается от creality raptor в основном хуёвостью трекинга
- сreality - тоже заносят блоггерам, но только на релизе. Год назад толкали otter а потом otter lite. А до этого ferret. Теперь разновидности раптора. Сначала софт был так себе с кучей неудобств, но постепенно они его допиливают. otter часто народ берет для сканирования ебальников, так как дает охуенную точность в NIR занедорого. Для лазера есть раптор, как будто бы еще более популярный. ferret - начальный уровень, точность так себе, не видит мелкие объекты. otter lite - otter другой конструкции со сниженной точностью но wifi ручкой в комплекте по цены otter
ferret - 15-18, otter - 30-35, otter lite - 30-33, raptor - 55-60
цены бу, не хуй покупать новые сканеры за оверпрайс
- shining 3D EinStar - народный NIR сканер от производителя сканеров а не хуй пойми кого. бу есть за сорокет. Очень требователен к компьютеру, ресурсы жрет пиздец просто, зато часто им пользуются коммерсы (которые потом переходят на раптор ололо)
- еще есть модели от 3DMakerpro, но они структурированного синего света, не видят черные элементы но и обещанное разрешение из них еще надо вытаскивать. Вообще я по ним не знаю нихуя
Алсо:
Некроту нет смысла брать, там качество хуйня
Лидар из айфона только для сканирования комнаты годится
Кинект вообще игрушка и ананизм
Внезапно норм результаты дает фотограмметрия с линейкой, но если ты нормально все отснял и времени на обработку дохуя. По текстурам фотограмметрия даст результат лучше любого бюджетного (до1000$) сканера. Но по скорости уступает до 10 раз.
230 Кб, 656x328По сканерам скажу следующее.
Вот тут есть примеры https://github.com/OpenScanEu/OpenScanBenchy
- revopoint - больше вкладываются в SMM, чем в качество продукта. Наделали сканеров просто до сраки, почти каждый год новая модель. И, что характерно, всегда на кикстартере собирают бабло, прибедняются зачем-то. В момент релиза сразу есть у всех блоггеров. Но если посмотреть результаты сканирования то за те же деньги какой-нибудь креалити сканирует лучше. Отдельный минус - хуёвый трекинг. Их metroX отличается от creality raptor в основном хуёвостью трекинга
- сreality - тоже заносят блоггерам, но только на релизе. Год назад толкали otter а потом otter lite. А до этого ferret. Теперь разновидности раптора. Сначала софт был так себе с кучей неудобств, но постепенно они его допиливают. otter часто народ берет для сканирования ебальников, так как дает охуенную точность в NIR занедорого. Для лазера есть раптор, как будто бы еще более популярный. ferret - начальный уровень, точность так себе, не видит мелкие объекты. otter lite - otter другой конструкции со сниженной точностью но wifi ручкой в комплекте по цены otter
ferret - 15-18, otter - 30-35, otter lite - 30-33, raptor - 55-60
цены бу, не хуй покупать новые сканеры за оверпрайс
- shining 3D EinStar - народный NIR сканер от производителя сканеров а не хуй пойми кого. бу есть за сорокет. Очень требователен к компьютеру, ресурсы жрет пиздец просто, зато часто им пользуются коммерсы (которые потом переходят на раптор ололо)
- еще есть модели от 3DMakerpro, но они структурированного синего света, не видят черные элементы но и обещанное разрешение из них еще надо вытаскивать. Вообще я по ним не знаю нихуя
Алсо:
Некроту нет смысла брать, там качество хуйня
Лидар из айфона только для сканирования комнаты годится
Кинект вообще игрушка и ананизм
Внезапно норм результаты дает фотограмметрия с линейкой, но если ты нормально все отснял и времени на обработку дохуя. По текстурам фотограмметрия даст результат лучше любого бюджетного (до1000$) сканера. Но по скорости уступает до 10 раз.
Нужен принтер для печати небольших корпусов для махараек.
Раньше на слуху был Эндер, а сейчас что?
Сейчас на слуху хламбу лаб, но его дешевый A1 mini не умеет в ABS. У него стол ограничен до 80 градусов. А для корпусов лучше всего ABS я считаю.
Че наезжаешь? Я свой новый рефаб за 15 тыщ купил. Включил и сразу печатаю, ебли ровно 0%
Для ABS надо не только более горячий стол, но и закрытый корпус, алсо вытяжку, потому что он чадит ядами во время печати.
А так просто печатаешь петгом и никаких проблем
Поделись каких измерительных инструментов накупить для подобной деятельности. Штангенциркуль есть, но им углы не измерить, алсо видел народ сканирует на простом 2д сканере всякие относительно плоские штуки и потом обмеряет в, ололо, фотошопе.
Еще я тут охуел с того, что нормальные штангенциркули стоят прям нихуя себе.
2д/2.5д и лёгкое 3д всегда делаю с помощью 2д сканера, так точнее. Работаю потом кореле, смаштабировав фотку по одному размеру.
С помощью 2д закрываются большинство изделий, тк инженерные детали делаются не лепкой, а вытягмванием 2д, поэтому штангеном всё закрывается.
Дорогой штанген не нужен, если ты потом печатать собрался, у тебя принтер все размеры съест.
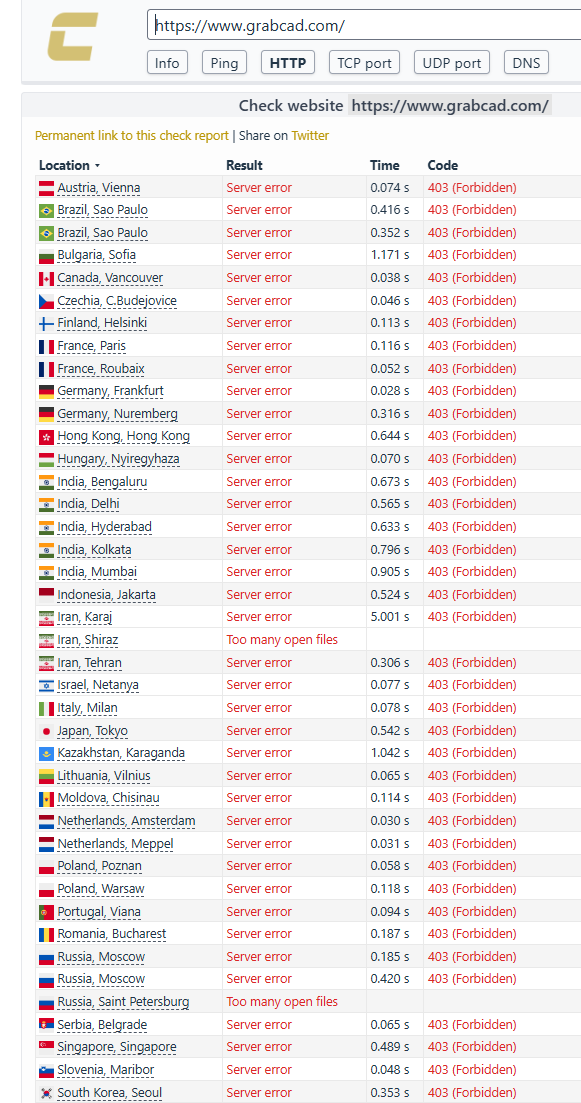

Бля, 3 впна проверил, через чек-хост прогнал, а отключить обходы не додумался. Действительно работает

 445 Кб, 441x270
445 Кб, 441x270Хочется какой-то радости, какого-то праздника..
коробочки меня будут радовать. Эх коробочки мои коробочки
А вообще я думаю как помощник для постройки более крупногабаритного принтера и естественно более функционального этот вариант подойдёт.
Проблема не очевидная, но в итоге лечится тупо перемычкой. Уже когда докопался до просадки 5в легко нашлось в интернете решение, болячка видимо популярная
Чел, на нём написано что это fuse. Ну и как бы зачем там, даже теоретически, терморезистор в разрыве 5в?
Снял крышку сразу так и ездит, на мк +10 от температуры камеры. 75 - норма эксплуатации

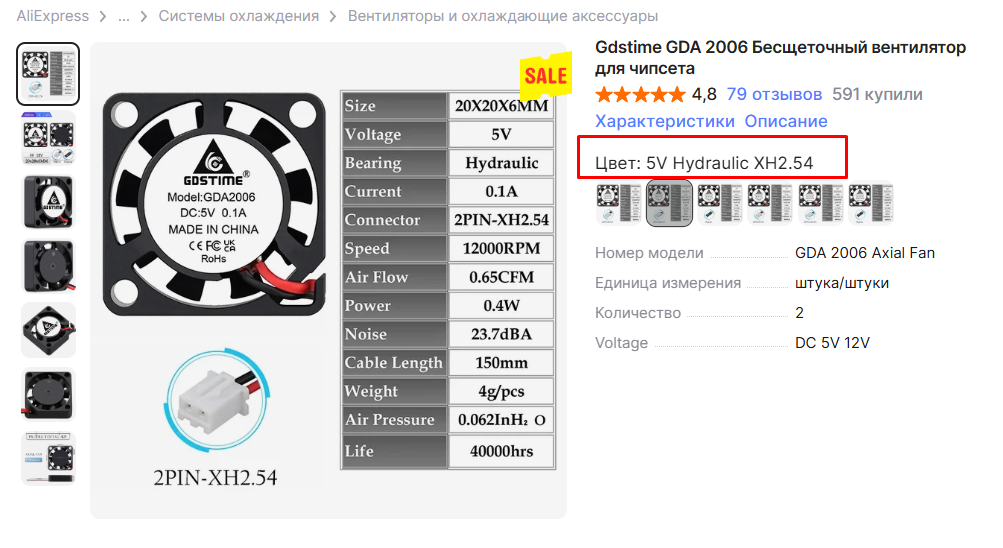 262 Кб, 1003x548
262 Кб, 1003x548Верни крышку на место и поставь вентилятор, с ним у тебя температура будет чуть больше чем температура в камере и уж точно даже близко до 80 доходить не будет. В голове даже место у разъем уже под него готовы.
https://aliexpress.ru/item/1005003383969472.html
 1,2 Мб, 2451x1111
1,2 Мб, 2451x1111Вот какая температура с вентилятором в голове - ровно такая же как и в камере, печать идет уже 40 минут, прогрелось все что могло прогреться. 65 я не ставил, максимум 60, вот 60 на голове и держится стабильно. Ссылку на вентилятор я кинул постом выше.
 1,3 Мб, 2445x1063
1,3 Мб, 2445x1063В ЦПУ и так дует тоже купленный вентилятор, можно попробовать изолировать отсек с материнкой от камеры, а то там слишком много дыр и воздух их камеры его прогревает.
Недавно снова оживил своего франкенштейна: Tronxy X5SA pro, плата BTT Manta 4p, директ экструдер итд.
Я вот задумался, а может нахуй продать его и купить новьё? Что то вобще поменялось в мире FDM принтеров? Или это не имеет смысла и стоит дальше допиливать самосборного франкенштейна? Присрать наконец то нормальные рельсы, ремни поширше, сделать хотя бы пассивную термокамеру...

Проще купить новый, сейчас такие машинки уже есть и выходят просто офигеть. Qidi Q2 с термокамерой или вот совершенно новый Snapmaker U1 без термокамеры, но с 5 мать его головами за 75к, я в ахуе, возможно грядет эволюция и все больше и больше принтеров начнут выпускать с тулченджерами.
https://www.youtube.com/watch?v=scOprehpgF8
Кто? Я?!
Предыдущий то до сих пор не утонул.
 1,7 Мб, 960x1280
1,7 Мб, 960x1280Пластик после сушки, все откалиброванно, деталь идеальная, за исключением нескольких пропусков в одной стороны, у кого такое было и как фиксить?
В последнем видосе Соркина было про это.
В кратце: скорость печати превышена на этом слое и не хватает расхода



Правильно.
Пластик тебе нужно подбирать в зависимости от функционала детали, а не потому что ты новичок. АБС для деталей где нужна прочность и стабильность, ПетГ для соприкосновения со всякой химической херней, ПЛА только для коробочек т.к. он плывет под нагрузкой и отпускает напряжения >>84385 хотя я не тестировал ПЛА сильно во всех случаях, просто думаю, что даже тугая защелка из ПЛА ослабнет.
Еще купи изопропиловый спирт и флакончик, достаточно побрызгать на прилипшую деталь спиртом и она буквально за секунды отклеивается, очень помогает сохранять целой ПЕИ пластину не корябая ее.
И еще клей, иногда, только иногда, проще побрызгать клеем чтобы деталь не отрывало во время печати.
Вообще там дофига чего нужно покупать для того чтобы облегчить себе жизнь.
> достаточно побрызгать на прилипшую деталь спиртом и она буквально за секунды отклеивается
Оставляя труху которую потом отскабливать и пылесосить надо.
Хуйня, подожди минуту пока остынет и всё. Или гибкую пластину бери.
Я и не писал, что снимать нужно на горячую, лол, на горячую спирт моментально испаряется не делая никакой работы. Ты походу вообще не понимаешь о чем пишешь.
Под спиртом от пластины отлипает вообще все, самые мельчайшие, прилипшие намертво куски пластика отваливаются будто и не прилипали, проводишь ватным тампоном и на нем все остается. Труха остается как раз когда ты соскабливаешь. Когда пластина изношена охлаждение работает не так хорошо т.к. поверхность обладает большей шероховатостью, но ты охлаждай конечно )
>Или гибкую пластину бери
Ты где-то видел у негибкую ПЕИ пластину? Ты там объебался чем-то?
Спирт реально так решает? А то у меня петг иногда прилипает прям пиздец, а ковырять жалко, осторожно отковыриваю нейлоновым шпателем. Изопропиловый для покрытия пластины безопасен? Как оно ваще работает то, с хера ди именно спирт помогает снимать деталь, как он попадает под пластик вообще?
Да, АБС и ПЛА отлетают только так, можно даже не ждать прямо полного остывания, заметил, что даже поддержки лучше отделяются в спирту. Спирт обладает сильной текучестью, у него поверхностное натяжение меньше чем у воды и он легко затекает в зазоры между деталью и пластиной и ослабляет слипание, пластину не повреждает.
С ПЕТГ сложнее т.к. он очень сильно приклеивается к пластине и зазоров может не быть, результаты со спиртом могут быть нестабильны, с ПЕТГ как ни странно помогает клей, он как раз образует прослойку, которая не дает ПЕТГ прикипеть к пластине намертво.
Единственный минус - расход самого спирта, но он дешевый, можно не парится.
Добавлю, у клея есть косметический дефект, он может оставлять на детали белый налет.
 1016 Кб, 1200x1200
1016 Кб, 1200x1200туповатый вопрос, но просто мало ли у кого-то есть что сказать, было бы глупо не уточнить перед покупкой
Ну это я уж по открытости вижу. Само собой всё для ленивого пла/петга.
>для дома кажется
Для дома для практичных вещей нужен АБС и иногда нейлон, всякие защелки, крепления, зажимы иногда шестеренки для бытовой техники, все что испытывает напряжение нельзя печатать из ПЛА. Иногда нужно сделать деталь, которая будет находится рядом с источником высокой температуры, у меня например сломалась ножка масляного обогревателя. Из ПЛА только коробочки, стаканчики, что нибудь совсем декоративное.
Имею этот а1 мини, в целом заебись принтер, охуенно простой его даже сновья особо не надо собирать он уже почти готовый приходит. Его кстати легко перетаскивать к тому же. Идеально для вката. Стол маловат, но у меня пока только теоретические случаи были, где не хватало размера хочу стол для 3д сканирования, а у него центральная часть минимум 24см диаметром. Но у маленького стола есть плюс - пластина дешевая. Но и минус - всетаки есть модели для него не подходящие и аксессуаров чуть меньше.
Печатаю в основном PETG бытовую мелочевку всякие адаптеры, коробки, крючки и шестерни, как анон говорил. Все пока нормально но требований по температуре у меня еще не было. Сначала угорел по неродному петгу esun, прозрачному, он работает норм. Потом перешел на серый и он заебал разваливаться. Купил сушкилку, высушил, один хуй хреново, проклятый какой-то пластик попался. Черный esun petg при этом более менее. Родными бамбушными pla/petg hf печатает охуенно, и учитывая цены на рефилы думаю буду переходить на него, а то полкатушки серого esun выкинул в виде брака, нахуй такая экономия.
Заказал к нему BMCU, еще не привезли, потому что AMS lite хуйня здоровая и неуклюжая, так еще и не решает проблему печати сухим пластиком, катухи постоянно висят на воздухе и сыреют. Сырой петг прям сильно портит печать если что. Сушилку тоже взял отдельную.
Так то можно было бы AMS 2 подключить, но это делается через такую жопу и стоит как еще 2 принтера в итоге, ну его нахер.
Имей ввиду, принтер не то чтобы прям тихий. Механика шумит не сильно, а вот вентиляторы заебут. Я свой отправил в другую комнату печатать, спать с ним не могу. Алсо так как он открытый то будешь дышать парами пла/петг, они типа как все равно понемногу бздят.
Щас какая-то волна пошла недорогих а1 на авито, если зимой они были минимум по 30 то щас на миг за 20 проскакивают, а так за 22-25 легко можно найти живые, не из фермы.
Но я обновляться пока передумал потому, что дрыгостол. А1 требует еще больше места чтобы дрыгать столом и большая часть минусов а1 мини у него тоже есть. Главный недостаток как раз в его другостольности, у меня были высокие модели которые отрывало потому, что он тряс столом. Ну и камера в которую нихуя не видно потому, что там все ходит ходуном в том числе. Короче я думаю если уж обновляться то на coreXY с закрытой камерой с подогревом и фильтром (чтобы ABS печатать ясенхуй), и это я думаю будет или X2D или snapmaker U1 или qidi Q2 (но сейчас уже кажется вряд ли, так как вышел X2D, хочу поддержки печатать)
Если А1 мини попадется новый или бу в хорошем состоянии тыщ за 13-15 то бери.
Имею этот а1 мини, в целом заебись принтер, охуенно простой его даже сновья особо не надо собирать он уже почти готовый приходит. Его кстати легко перетаскивать к тому же. Идеально для вката. Стол маловат, но у меня пока только теоретические случаи были, где не хватало размера хочу стол для 3д сканирования, а у него центральная часть минимум 24см диаметром. Но у маленького стола есть плюс - пластина дешевая. Но и минус - всетаки есть модели для него не подходящие и аксессуаров чуть меньше.
Печатаю в основном PETG бытовую мелочевку всякие адаптеры, коробки, крючки и шестерни, как анон говорил. Все пока нормально но требований по температуре у меня еще не было. Сначала угорел по неродному петгу esun, прозрачному, он работает норм. Потом перешел на серый и он заебал разваливаться. Купил сушкилку, высушил, один хуй хреново, проклятый какой-то пластик попался. Черный esun petg при этом более менее. Родными бамбушными pla/petg hf печатает охуенно, и учитывая цены на рефилы думаю буду переходить на него, а то полкатушки серого esun выкинул в виде брака, нахуй такая экономия.
Заказал к нему BMCU, еще не привезли, потому что AMS lite хуйня здоровая и неуклюжая, так еще и не решает проблему печати сухим пластиком, катухи постоянно висят на воздухе и сыреют. Сырой петг прям сильно портит печать если что. Сушилку тоже взял отдельную.
Так то можно было бы AMS 2 подключить, но это делается через такую жопу и стоит как еще 2 принтера в итоге, ну его нахер.
Имей ввиду, принтер не то чтобы прям тихий. Механика шумит не сильно, а вот вентиляторы заебут. Я свой отправил в другую комнату печатать, спать с ним не могу. Алсо так как он открытый то будешь дышать парами пла/петг, они типа как все равно понемногу бздят.
Щас какая-то волна пошла недорогих а1 на авито, если зимой они были минимум по 30 то щас на миг за 20 проскакивают, а так за 22-25 легко можно найти живые, не из фермы.
Но я обновляться пока передумал потому, что дрыгостол. А1 требует еще больше места чтобы дрыгать столом и большая часть минусов а1 мини у него тоже есть. Главный недостаток как раз в его другостольности, у меня были высокие модели которые отрывало потому, что он тряс столом. Ну и камера в которую нихуя не видно потому, что там все ходит ходуном в том числе. Короче я думаю если уж обновляться то на coreXY с закрытой камерой с подогревом и фильтром (чтобы ABS печатать ясенхуй), и это я думаю будет или X2D или snapmaker U1 или qidi Q2 (но сейчас уже кажется вряд ли, так как вышел X2D, хочу поддержки печатать)
Если А1 мини попадется новый или бу в хорошем состоянии тыщ за 13-15 то бери.
 42 Кб, 1080x1080
42 Кб, 1080x1080Я написал в известные конторы по утилизации, которые принимают всякое вторсырье и отходы - похуй, ничего не ответили вообще про петг.
Если кто не знает PETG это нихуя не PET, с бутылками его мешать нельзя это запорит так же и партию бутылочного PET пластика.
А может я зря парюсь? пластиковые заборы и отделка домов, одноразовая тара из пенопласта и пластмассы никого не парят. Не говоря уже про одноразовую одежду и обувь, которая идет по пизде за сезон, одноразовые гаджеты.
Выкидывай. Никто у тебя его без маркировок не примет в переработку
Спасибо, анончик, за подробный отзыв. Да вот как раз за 14.800 новый увидел и взял. Но с тем, что его слышно расстроил, конечно.
Видимо придётся в итоге на балкон утащить.
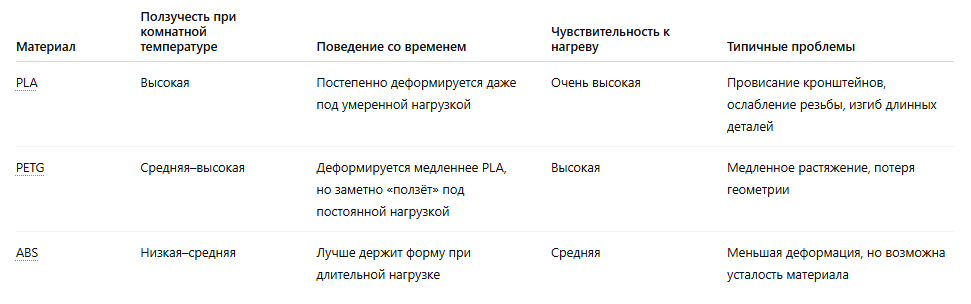 36 Кб, 971x304
36 Кб, 971x304У деталей из него внешний вид хуже чем у АБС, еще когда я им печатал в какой-то момент идеальная печать ВНЕЗАПНО пошла по ПИЗДЕ, дикая недоэксрузия, нихуя не помогало, сопло прочистил, но на ПЕТГ не вернулся, нужно попробовать конечно помогла ли прочистка.
Ну и про ползучесть ПЕТГ ничего сказать не могут т.к. на практике использовал его только для печати крышек для бутылок с маслом на которых все пошло к хуям, поэтому и уверенно рекомендовать его не могу, что напряжения он будет держать так же как АБС. ЧАТ ГПТ пишет, что по ползучести он что-то среднее.
Хуючести.
ПЕТГ вывозит тем что спекается по слоям, поэтому он лучше подходит для технических деталей чем АБС который от нагрузки не с той стороны развалится.
А выглядят все пластики без постобработки как говно.
PETG для функциональных.
ABS для декора.
PLA для помойки.
Как а1мини владелец, скажу что обрабатыаать петг гиблое дело. Ты его ни химией ни напильником в красивый вид не приведешь, еще и крастится хуево. Я то конечно им печатаю, потому что абс мой принтер не осиляет, и детали норм крепкие, но вот все они выглядят как из 3д принтера и ниче с этим потом особо не сделаешь.
Из пла помимо фигурок еще нормально печатать прототипы для оценки формы и габаритов, легко печатается, дешевле. Да или какие-нибудь каркасы для армирования как делает rctestflight, или маски и лекала, трафареты потому что он не ебет мозги как петг и не корежится.
Алсо слои петга точно так же разлетаются от нагрузки не с той стороны, у меня даже тестовые экземпляры постоянно домаются. Больше зависит от настроек под конкретный пластик и среды в которой печатаешь чем от собственно того абс это или петг. Петг пружинит получше вроде как.
Условный 5й медведь с директом, клиппером и тмц может и стоит, но там сами железки по отдельности стоить будут дороже так что вряд-ли будет нормальный лот за 10к. А брать на марлине с боуденом это прям совсем meh
А в чём хранишь петг тот же? А то как бояре с большими принтерами распечатать себе драйбоксы со стендами для них не выйдет.
Контейнеры или пакеты что ли? Первое как будто как-то глуповато и дорого. По крайней мере те, что я вижу. Да и большие.
Второе бардак в хате создаст, хотя может только мне так кажется.
Ну зимой может и да, но летом-то как?
Или быстро печатаешь всё за зимой до нуля, чтобы летом спокойно не трястись за катушки?
У меня и летом до 35%. Принтер и катушки в постоянно подогреваемым (тем или иным способом) помещении
Дак не два человека в треде. У каждого свои условия. Но сушилка у меня тоже есть на случай если срочно нужно с магазина катушку в печать пускать, часов на 8 в прожарку и поехали.
Сначала хранил просто на полке, зимой у меня влажность была меньше 10% гигрометр даже не показывал. Но весной стала подниматься и петг начал сопливить - купил сушилку а потом и драйбоксы на озоне (просто контейнет с роликами и силикагелем) вообще двачую вот этого >>93314
Еще думаю купить вакууматор, чтобы уже сушеный пластик цветов, которые редко использую хранить в своих вакуумных пакетах.
 177 Кб, 1280x720
177 Кб, 1280x720Не совершаю ли я глупость?
Сейчас есть a1 mini с bmcu, все нормально вроде с ним, но не хватает ABS и возможности все это поаккуратнее сложить, а то все торчит наружу и пылится.
Или уже купить б/у H2S?
А что тебе нужно то? Просто вообще же разные принтеры, один двухсопельный, второй с рабочей зоной больше. Просто если ни то, ни другое, то тебе и твоего а1 мини хватит.
Да вот хз. Два сопла заебись потому что я всякую хуйню проектирую и поддержки уже доебали. Не все можно сделать без них, а аккуратно они из того же материала что и модель не удаляются. Так что плоские я могу одним слоем и на а1 печатать, но вот под углом, когда несколько слоёв то получается очень много смен пластика.
Пиздец больших моделей у меня еще не было надобности печатать, но все равно не покидает чувство что это полезно дохуя. Хотя H2 и сам принтер здоровенный, куда его ставить?
Хз, мне вот не хватает а1 мини по довольно эксцентричной причине. Невозможно печатать мебель, типа столов и всяких стакаемых боксов нормального размера. Она хоть вся и сборная, но спроектирована под 256х3 столы. А даже просто подбор модели, которую потом удобно будет собрать из деталей 180х3 уже как-то трудновато. Дробить ещё на несколько эти 256х3 части тоже как-то очень уж ненадёжно. А прям захотелось, жаль, есть потребность. Не думал о таком применении, когда покупал.
Но зачем надо больше 256х3 смутно только могу представить. Это уже достаточно, чтобы любую крупную вещь подробить и потом собрать. Так что как будто х2d с головой должно хватать.
Ну и собственно тк нет второго сопла у h2s - это какое-то странное мнение считать его апгрейдом. Это прям даунгрейд. Таким макаром тебе и солова sv08 хватит, если чисто в размере дело.
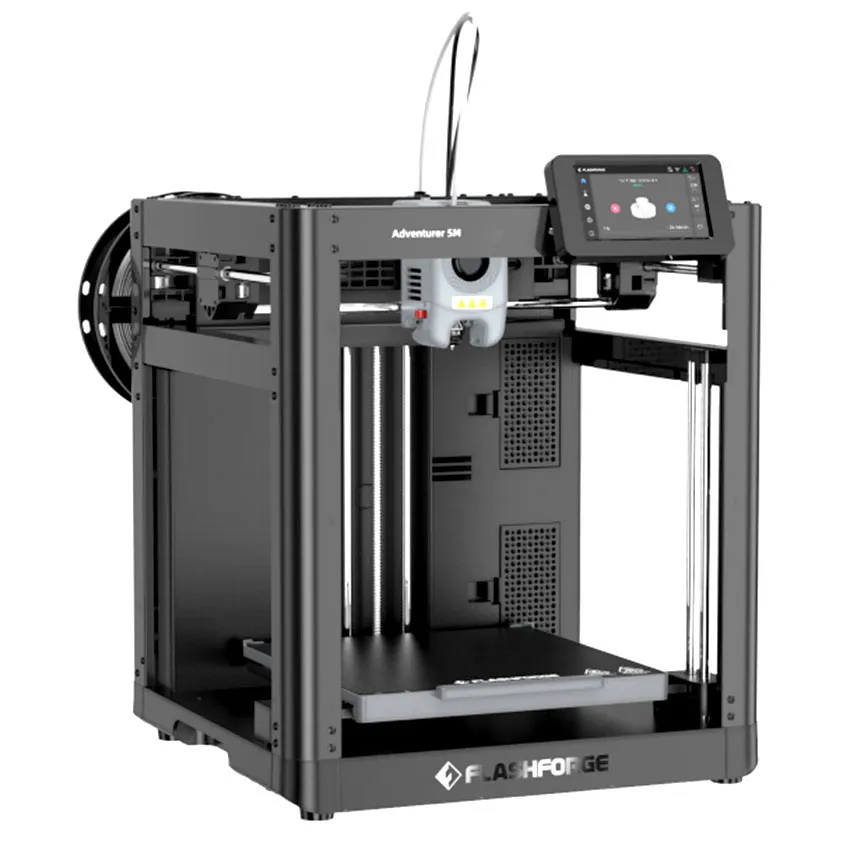

Я присмотрел FlashForge Adventurer 5M и FlyingBear S1, что скажете про эти принтеры?
flashforge заметно популярнее и народнее, а то есть когда будешь дорабатывать, апгрейдить и траблшутить, то при разговоре с той же нейронкой она гораздо больше будет знать.
Но вообще в этом ценовом сегменте обычно бамбук а1 просто берут.
 1,6 Мб, 2000x2000
1,6 Мб, 2000x2000Я ещё поизучал рынок, отзывы и наличие, и немного пересмотрел бюджет.
Бюджет около 50к.
Присмотрел модель Bambu Lab P1S
Товарищи 3Dпринтеробояре говорят, что это хрень и лучше подзатянуть пояс и взять X1 Carbon.
Что думаете, аноны?
Бери креалити к2 плюс, ёба за свои деньги.
Это старая модель, бамбук с тех пор сильно продвинулся вперед и наизобретал новых улучшений которые ставили даже в более дешевые модели а1. х1 тоже устарел
Ремень с мелким шагом чтобы меньше было волн, автокалибровки
 37 Кб, 375x500
37 Кб, 375x500Какой именно брать? 95A для моих нужд это жесткий или мягкий? Какой взять цвет практичнее? Что по производителям? гугл настойчиво советует esun но я недавно навернул их PETGа запвутанного который с пузырями печатается даже после двухдневной сушки, так что опасаюсь теперь. Бамбушный тпу нормальный?
>>94540
Для этого и тпу то не нужен, коробки и ножки отлично из petg/abs делаются. Ножки и прокладки вообще чаще купить проще чем печатать. А коробка вообще не получится, нахуя ей гибкость то?
Я имел ввиду ложемент, мягкие вставки в коробки и разделители чтобы об платмассу не царапать технику. Ножки конкретно интересуют резиновые, чтобы демпфировали, готовые тотконнчно бывают, но они обычно не такие по размеру как надо.
Еще интересуют всякие насадки на пылесос, а то пластиковые царапают пластик в узких местах когда убираю в машине.
>>94549
Наверное оставлять канал, ставить на паузу, укладывать ниьь и дальше печатать.
Ну хуй знает, ложемент проще из пены порезать чем печатать.
Можешь прям к принтеру нож присрать и резать листовой по чертежу.
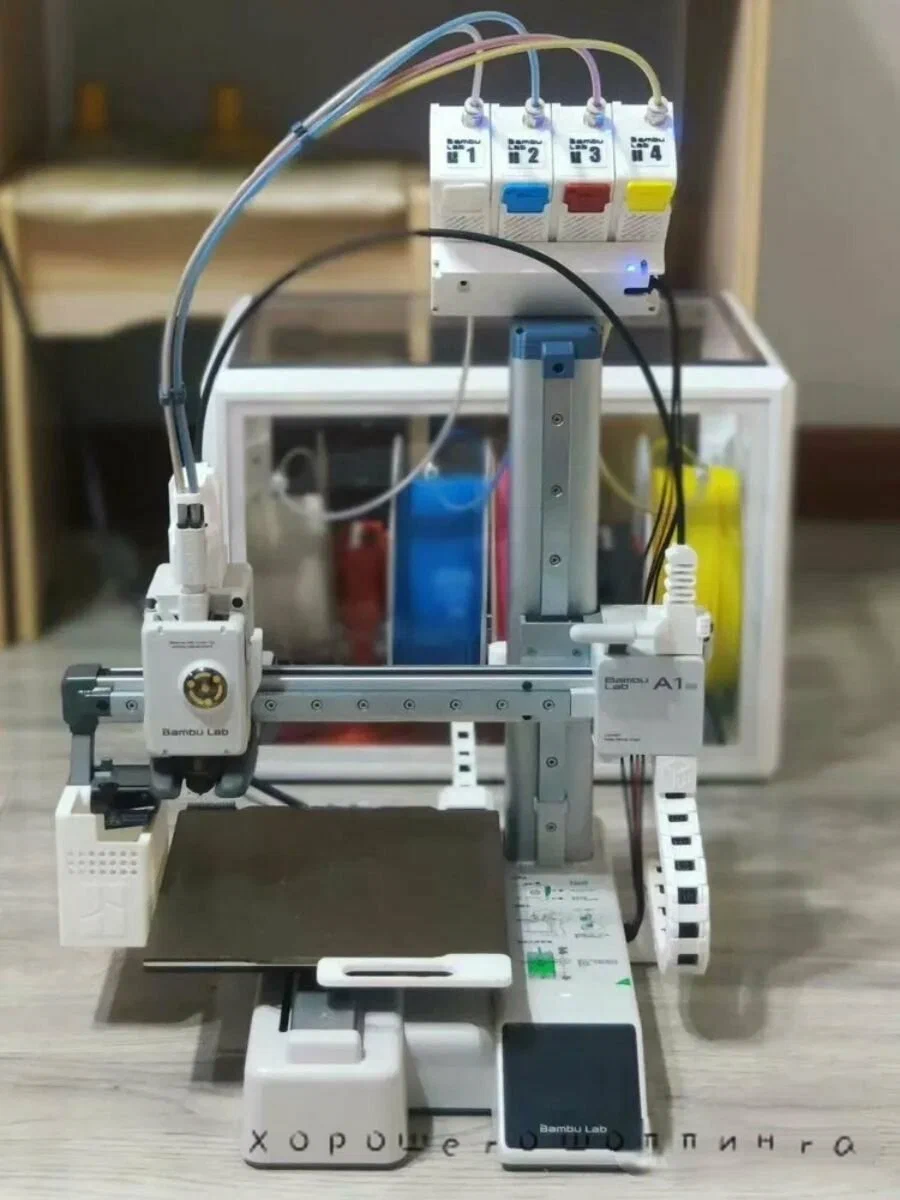 63 Кб, 900x1200
63 Кб, 900x1200
1. Сильно воняет? Шумит? Жрёт электричество? Вообще для квартирного использования подходит или ему обязательно гараж с вытяжкой нужен?
2. Где делать модельки? Слышал про блендер, даже тыкал лет пять назад, но мб за это время что-то новее, удобней и специально для печати появилось.
3. Бамбук а1 вообще норм печатает? Планирую печатать фэнтези фигурки + мелочь типа декоративных фонариков. Или принтер за 30к только кубы в лоу поли печатать может?
A1 печатает заебись , тысячи фермеров не дадут соврать. На самом деле просто покупаешь и ниебещься с ним. Но А серияиз-за открытой конструкции может печатать только pla и petg, если немного помудиться то tpu, не может ABS и другие более жаропрочные пластики. Оно и к лучшему потому что жаропрочные как раз ваняют сильнее всего. Однако, несмотря на некоторые сообщения о том как pla/petg "вообще не воняет, да он юезвреден ёпта, зависимость есть" они таки воняют и особенно от дыхания парами petg в комнате без проветривания начинает першить горло, по крайней мере у меня так. Так что печатаь ночью и спать в той же комнате стопудов нельзя, днем и с проветриванием можно. Имей ввиду что на сквозняке принтер ставить тоже нежелательно, модели будут корежиться и отлипать от стола.
Алсо конкретно у а1 были проьлемы с термистором в блоке питания и принтер у некоторых пользователей загорался. Случай редкий но имел место. У а1 мини таких проьлкм не было.
Еще учти что а1 это другостол, он требует довольно много места. CoreXY модель типа p1s или p2s займет меньше места, особенно с клробкой для филамента.
Бамбуки анально огорожены и закрыты по регионам, это ты понял-принял? Сейчас там уже фичи под подпиской прячут.
>Сильно воняет?
Нет, но некоторые пластики токсичны
>Шумит?
Примерно как старая пекарня
>Жрёт электричество?
Примерно так же
>Вообще для квартирного использования подходит или ему обязательно гараж с вытяжкой нужен?
Лучше кладовку/балкон или шкафчик хотя бы. Сквозняки и пыль ему мешают, пары тебе. Там так-то температуры под 300°, тупо опасно.
>Где делать модельки? Слышал про блендер
Блендер – это для художественной. Для технической – САПРы.
>фэнтези фигурки
Это тебе фотополимерный лучше вообще
>Бамбуки анально огорожены и закрыты по регионам, это ты понял-принял? Сейчас там уже фичи под подпиской прячут.
Да там два региона всего. Китай, который дешевле и работает нормально только в Китае и все остальные, которые везде работают. При этом запчасти и аксессуары китайские можно ставить без проблем на международные версии по крайней мере пока. Т.е. если у тебя европейский принтер то к нему без проблем по крайней мере пока подключается китайская AMS или сушилка, хоть она и дешевле.
На счет фич по подписке я не понел о чем ты, не знаю таких фич. Вот есть у меня a1 mini, котоырй хоть и глобальный но я огородил его в LAN mode чтобы он вдруг не проебал совместимость с BMCU. А то знаю я этот их китайский DJI с таймбомбами. И вот еще есть x2d, который весь из себя официальный, но с ним тоже пока никаких проблем нет все работает заебись без подписок. И туда и туда можно отнести файл из орки и напечатать.
>Это тебе фотополимерный лучше вообще
Да он охуеет с ним еще больше. Смола вонючая и токсичная, модель после печати помой в изопропиловом спирте, потом в солярий ебучий, куда девать остатки смолы которая слилась но не совсем уже чистая, у принтера излучатель с каждой печатью изнашивается и через какое-то время превратится в тыкву, а это самая дорогая часть. Не рекомендую фотополимерные, стоит рассматривать только если ювелир дохуя.
диван с FDM
 8 Кб, 225x225
8 Кб, 225x225Два чаю. Вот все думаю почему народ не рисует платы марекром. На больших бамбуках даже готовое ПО есть и костыль для установки маркера . Хотя их дефолтные меркеры слишком толстые для такого, для тонких надо делать адаптеры. Но с помощью смекалочки и прямых рук маркер можно припиздячить на любой fdm принтер.
А еще есть задумка подсмотренная у Гайвера - печатать маску и через нее баллончиком закрашивать нужное. Гайвер то печатал маску для нанесения паяльной пасты, но мой вариант по идее тоже должен сработать.